| ПОЗНАВАТЕЛЬНОЕ Сила воли ведет к действию, а позитивные действия формируют позитивное отношение Как определить диапазон голоса - ваш вокал Игровые автоматы с быстрым выводом Как самому избавиться от обидчивости Противоречивые взгляды на качества, присущие мужчинам Вкуснейший "Салат из свеклы с чесноком" Натюрморт и его изобразительные возможности Применение, как принимать мумие? Мумие для волос, лица, при переломах, при кровотечении и т.д. Как научиться брать на себя ответственность Зачем нужны границы в отношениях с детьми? Световозвращающие элементы на детской одежде Как победить свой возраст? Восемь уникальных способов, которые помогут достичь долголетия Классификация ожирения по ИМТ (ВОЗ) Глава 3. Завет мужчины с женщиной
Оси и плоскости тела человека - Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д.
| Задания к практическим занятиям
ЗАДАНИЕ 1 Исходные данные: 1. Завод получил задание провести техническую подготовку производства и наладить изготовление нового прибора. Годовой размер выпуска – 480 приборов с ежемесячным выпуском равных серий. Размер установочной партии вдвое меньше величины серии. 2. В приборе 400 деталей. Коэффициент, определяющий отношение количества деталей к количеству их наименований, составляет по данному прибору 2,5. В составе изделия 20% деталей – стандартные и нормальные, 15% - заимствованные из других изделий, изготовляемых заводом, 10% деталей – отливки. Все детали подвергаются механической обработке. Данные о конструктивной сложности деталей: 5% - весьма сложные, 15% - сложные, 20% - средней сложности, остальные простые. 3. Нормативная длительность производственного цикла прибора, аналогичного конструируемому – полтора месяца. Коэффициент, определяющий отношение длительности производственного цикла проектируемого прибора к аналогичному, – 1,2. Длительность производственного цикла изготовления опытного образца и установочной партии превышает нормативную длительность изготовления прибора в серийных условиях, соответственно в два и полтора раза. 4. Длительность цикла изготовления оснастки – 1,5 мес. 5. Работы по технической подготовке производства выполняются в следующем порядке: конструирование изделия, изготовление опытного образца и разработка техпроцесса, которые ведутся последовательно. Для сокращения сроков технической подготовки производства на последующих этапах предполагается частично совместить работы во времени. В этих целях к проектированию оснастки приступят через 10 дней после начала работы по проектированию техпроцесса; изготовление первой партии спец. оснастки начнется через один месяц после начала работ по ее проектированию; к изготовлению установочной партии приборов предполагается приступить после получения первой спец. оснастки, длительность изготовления которой составляет 20 дней. 6. Нормативно-справочные материалы для плановых расчетов представлены в табл. 1 – 7. Определить: 1) объем работ (в нормо-часах) по конструкторской подготовке производства нового прибора; 2) объем работ (в нормо-часах) по технологической подготовке, включая работы по конструированию оснастки; 3) смету; 4) общую длительность технической подготовки производства и составить график выполнения работ.
Таблица 1 - Нормативы трудоемкости разработки и внедрения технических процессов на одну деталь (в часах)
Таблица 2 - Укрупненные нормативы трудоемкости конструкторской подготовки производства
Таблица 3 - Укрупненные нормативы оснащенности изделия в зависимости от типа производства
Таблица 4 - Укрупненные нормативы длительности конструкторской подготовки производства
Таблица 5 - Укрупненные нормативы длительности технологической подготовки производства в условиях серийного производства
Таблица 6 - Укрупненные нормативы трудоемкости по проектированию оснастки (в нормо-часах на единицу)
Таблица 7 - Себестоимость изготовления специальной оснастки на предприятии
ЗАДАНИЕ 2 Построить сетевой график конструкторской подготовки производства нового изделия и рассчитать все параметры сетевого графика по событиям, работам и резервам времени на основе следующего перечня событий и работ:
Таблица 8 – Событие-Работа
Продолжение таблицы 8
ЗАДАНИЕ 3 На основе сетевого графика (Рисунок 1) рассчитать все параметры событий, работ и резервов времени и показать критический путь.
Рисунок 1- Сетевой график конструкторской подготовки производства ЗАДАНИЕ 4 На основе изображенного сетевого графика (Рисунок 2) рассчитать все его параметры по событиям, работам, определить резервы времени и показать критический путь.
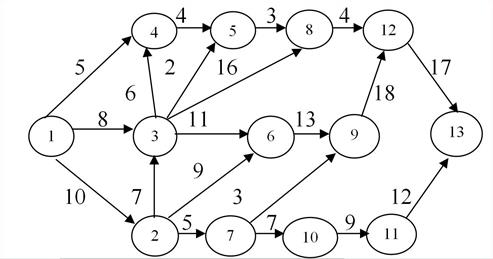
Рисунок 2 - Сетевой график технологической подготовки нового изделия ЗАДАНИЕ 5 Рассчитать параметры сети, изображенной на Рисунок 3 табличным методом и показать критический путь.
Рисунок 3 - Сетевой график технологической подготовки нового изделия ЗАДАНИЕ 6 Построить сетевой график на основе таблицы, оптимизировать его. Таблица 9 - Перечень работ для выполнения ОКР
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Продолжение таблицы 9
ЗАДАНИЕ 7 Построить сетевой график конструкторской подготовки производства нового изделия. Работа выполняется 12 конструкторами; так же рассчитать параметры сетевого графика; провести оптимизацию по параметру «время - ресурсы». Исходные данные приведены ниже:
Таблица 10 - Определитель работ и событий
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Продолжение таблицы 10
ЗАДАНИЕ 8 Даны работы А, Б, В, Г и Д. Работы А, Б и В могут выполняться параллельно, начиная из одного события. Выполнение работы Г можно начать после окончания работ А и Б, а работы Д – после окончания работ Б и В. Построить график. ЗАДАНИЕ 9 Даны работы А, Б, В, Г и Д. Работы А, Б и В могут выполняться параллельно. Выполнение работы Г может начаться после окончания работ А, Б и В, а работы Д – после окончания работ Б и В. Построить график.
ЗАДАНИЕ 10 Даны работы А, Б, В, Г, Д и Е. работы А, Б и В могут выполняться параллельно. Выполнение работ Г и Д может начаться после окончания работ А и Б, а работы Е – после окончания работ В и Г. Построить график.
ЗАДАНИЕ 11 Дана работы А, Б, В, Г, Д и Е. Работы А, Б и В могут выполняться параллельно, начиная из одного события. Выполнение работы Г может начаться после окончания работ А и Б, работы Д – после окончания работы Б, а работы Е – после окончания работ Б и В. Построить график.
4 ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ НА ПРЕДПРИЯТИИ Работы по техническому обслуживанию производства на предприятиях выполняются вспомогательными цехами и обслуживающими хозяйствами производственного назначения. Из них наиболее важное значение имеют ремонтное, энергетическое, инструментальное, транспортное и складское хозяйства. Организация работы этих хозяйств непосредственно влияет на показатели производственно-хозяйственной деятельности предприятия и качество выпускаемой продукции.
|