 ПОЗНАВАТЕЛЬНОЕ  Оси и плоскости тела человека - Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д. Оси и плоскости тела человека - Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д.
 Отёска стен и прирубка косяков - Когда на доме не достаёт окон и дверей, красивое высокое крыльцо ещё только в воображении, приходится подниматься с улицы в дом по трапу. Отёска стен и прирубка косяков - Когда на доме не достаёт окон и дверей, красивое высокое крыльцо ещё только в воображении, приходится подниматься с улицы в дом по трапу.
 Дифференциальные уравнения второго порядка (модель рынка с прогнозируемыми ценами) - В простых моделях рынка спрос и предложение обычно полагают зависящими только от текущей цены на товар. Дифференциальные уравнения второго порядка (модель рынка с прогнозируемыми ценами) - В простых моделях рынка спрос и предложение обычно полагают зависящими только от текущей цены на товар.
| Расчет исполнительных размеров матрицы и пуансона 7 страница
| № | Название операции | Оборудование и инструмент | Примечания (материалы, режимы) | | 1. | Подготовка эскиза изделия, сборочного чертежа и деталировки с указанием размеров | Бумага, карандаш, акварель, кисть, чертежные принадлежности. | Спец. литература (журналы, тех.литература) | | Изготовление мастер-модели | Вальцы В-5 электромеханические, киянка, бормашина Foredom SR, газовая горелка, плита «Буран», ВЮМ-1, УЗУ, лобзик, штихели, надфили, сверла, пилки, прокат металла толщиной 2 мм и 1,5 мм. | Мельхиор, припой (паста) CF 67,флюс 2 части буры, 2 части поташа, 1 часть поваренной соли, лимонная кислота | | Детали изготовить в соответствии с чертежом | | В данной мастер-модели предусмотрена 9% усадка в соответствии с ГОСТ | | ОТК | ВЮМ-1, лампа 300 люкс, лупа × 6 | | | | Изготовление резиновых пресс-форм* | | Обезжиривание обойм | | Моющее средство | | Сушка обойм | | t=18-25°С | | Определение необходимого количества резины, нарезка резины | Ножницы | Резина Castaldo Super High Strength 165-1770 C | | Закладка резины, помещение модели в обойму | | | | Сборка обойм | Металлические пластины | | | Вулканизация | Вулканизатор Chinetti VU-220-DGT | В расчете 15 минут на каждый слой резины, при t=170°С | | Охлаждение обойм | | Воздух, t=18-25°С | | Извлечение пресс-форм | | | | Разрезка пресс-форм | Скальпель, держатель | | | Извлечение моделей | | | | ОТК | ВЮМ-1, лампа 300 люкс, лупа × 6 | Осмотр резиновой пресс-формы на наличие дефектов | | | Изготовление восковой модели | | Заполнение плавильной камеры инжектора воском | Восковой инжектор STARWAX IC-30P | Воск Castaldo Supercera Red. Заполнение на 75% | | Нагрев воска в инжекторе | Восковой инжектор STARWAX IC-30P | T 740 С, давление 1,5-2 Па | | Установка пресс-форм в обоймы | | | | Инжекция воска | Восковой инжектор STARWAX IC-30P | | | Охлаждение пресс-форм | | Воздух, t=18-25°С, 1,5-2 минуты | | Извлечение восковых моделей | Пинцет | | | Удаление облоев | Скальпель | | | ОТК | ВЮМ-1, лампа 300 люкс, лупа × 6 | Осмотр восковой модели на наличие дефектов | | Изготовление восковых блоков** | | Сборка деталей в единый литейный блок | Электрошпатель, «подошва» с металлическим стержнем | Угол 60-80° | | Обезжиривание модельных блоков | Емкость | Этиловый спирт | | Промывка модельных блоков | | Проточная вода, дистиллированная вода | | Сушка модельных блоков | | Воздух, t=18-25°С | | | Изготовление литейных форм | | Закрепка моделей в опоках | Опока | | | Подготовка формовочной смеси | Вибровакуумный смеситель ST.LOUIS 92/4L | Формовочная масса Kerr Cast 2000, вода 1000/370-380 | | Заполнение опок формовочной смесью | Опока, формовочная смесь | | | Вакуумирование формовочной смеси в опоках | Вибровакуумный стол | Вакуум 1 атм, 10 мин. | | Сушка опок | | t=18-25°С, 1,5 часа | | Выплавка воска | Муфельная печь HS-5GT BAORU | Установить литниковой чашей вниз, t=110-200°С | | Прокалка опок | Муфельная печь HS-5GT BAORU | Ступенчатый нагрев от t=200°С до t=870°С, выдержка t=520°С | | Подготовка шихты, расчет металла по опокам | Весы дискретность - 0,01г. | Серебро 875 лигатура L05M | | Плавка | Индукционная вакуумная литейная установка INDUTHERM VC-400, керамико-графитовый тигель | t плавки Ср – 11000 С; Л-1070 0 С | | Литье | Индукционная вакуумная литейная установка INDUTHERM VC-400 | t цилиндров при заливке 680 0 С | | Охлаждение опок | Щипцы, керамическая подставка | Медленная выдержка и охлаждение t=18-25°С | | Очистка отливок от формомассы | Водоструйная кабина | Давление 100 атм., проточная вода | | Сушка отливок | | t=18-25°С | | Удаление литниковой системы | Механические ножницы | | | ОТК | ВЮМ-1, лампа 300 люкс, лупа × 6 | Осмотр отливок на наличие дефектов | | | Монтировочные операции | | Обработка мест удаления литников | Надфили | №2,4 | | Припасовка деталей согласно чертежу | ВЮМ-1, БМ Foredom SR, шкурка, дискодержатели, шкуркодержатели, обратный пинцет | № 300, 600 | | Флюсовка | Флюс, кисть | Бура, борная кислота. Соотношение 1:1, концентрация 300-400г/л, t=60ºC | | Пайка | Газовая горелка, плита «Буран», ВЮМ-1, пинцет, лудилка | Припой ПМЦ54 | | Отбел | Кислотостойкая ванна, пинцет | Лимонная кислота 90ºС, 10-15 минут | | Промывка | | Проточная вода | | Сушка | Сушильный шкаф | 70-80ºС, 10 минут | | Шлифовка | ВЮМ-1, БМ Foredom SR, бумага абразивная, дискодержатели, резиновые диски, щетки | Абразивная бумага № 600;100 | | Полировка | Полировальный станок, полировальные круги | паста DIALUX синяя | | Промывка | УЗУ D150Н | Мыльный раствор: вода, моющее средство, NH3, t=60-700 C, 5-7 мин. | | Промывка | | Проточная вода | | Сушка | Сушильный шкаф | 70-80ºС, 10 минут | | | Клеймление, пробирование | Станок для клеймения | Транспортировка в гос.пробирную палату | | Полировочные операции | | Полировка | Полировальный станок FOREDOM BL- 2, войлочные круги | Полировальная паста фирмы DIULAX (красная, синяя) | | Промывка изделия | УЗУ D150Н | Мыльный раствор: вода, моющее средство, NH3, t=60-700 C, 5-10 мин. | | Промывка изделия | Проточная вода | t=25-30° С | | Сушка | Воздух | | | Закрепка вставок | | Впасовка камней их закрепка | Пинцет, корневертка, посадочный бор, микроскоп, штихель, давчик, лампа 300l | d-2 мм; №5 | | ОТК 100% визуальный контроль | | | | Глянцовка | Полировальный станок, нитяные круги | Паста DIALUX голубая | | Промывка | УЗУ D150Н | Мыльный раствор: вода, моющее средство, NH3, t=60-700 C, 5-7 мин. | | Промывка | | Проточная вода | | Сушка изделий | Сушильный шкаф | 50-60ºС, 15 минут | | | | | | | | Гравирование | | Лазерная гравировка | Иттербиевый волоконный лазер с опцией «Hight Contrast» | Скорость маркировки до 10 000 мм/сек Скорость написания букв до 450 букв/сек | | | ОТК | | | | Упаковка изделий | | | 2.4 | | Изготовление резиновых пресс-форм* | | Обезжиривание обойм | | Моющее средство | | Сушка обойм | | t=18-25°С | | Определение необходимого количества резины, нарезка резины | Ножницы | Резина Castaldo Super High Strength | | Закладка резины, помещение модели в обойму | | | | Сборка обойм | | | | Установка опорных штырей | | | | Закрытие матриц | | | | Вулканизация | Вулканизатор Chinetti VU-220-DGT | В расчете 15 минут на каждый слой резины, при t=165-1770 C | | Охлаждение обойм | | Воздух, t=18-25°С | | Извлечение пресс-форм | | | | Разрезка пресс-форм | Скальпель, держатель | | | Извлечение моделей | | | | ОТК | ВЮМ-1, лампа 300 люкс, лупа × 6 | Осмотр резиновой пресс-формы на наличие дефектов | Оборудование: вулканизатор Chinetti VU-220-DGT. Регулятор температур - цифровой. Максимальная температура - 200 С. Габариты 360х165х530 мм. Размер пластин - 220х150 мм. Мощность - 700 Вт. Электропитание - 220 В. Оснастка: обоймы 115х90х45 мм., 75х50х45 мм., опорные штыри. Инструмент: скальпель, пинцет обратный, лупа х6. Расходные материалы: Резина вулканизационная Castaldo Super High Strength. При изготовлении резиновой пресс-формы следует учитывать свойства и параметры мастер-модели, знать специфику и следствия физических процессов, протекающих в ходе вулканизации, а также другие технологические особенности: размерная усадка каучуковых матриц, воска и отливаемого изделия; разница в толщине различных частей изделия и препятствия, возникающие при кристаллизации металла; точки изделия, к которым можно подводить литники для изготовления изделия без нарушения его рисунка. Эти точки должны удовлетворять требованиям нормальной заливки металла; Также требуется строгое следование технологическим режимам. Некоторые из них указываются производителем резины, некоторые определяются экспериментально, опираясь на выше приведенные особенности. Наиболее важны предварительные операции по подготовке обойм и резины. Для этого обоймы тщательно обезжириваются и сушатся перед закладкой резины, в процессе которой также следует избегать загрязнения резины любого вида жирами (в т.ч. кожным), поскольку это пагубно сказывается на свойствах силиконовых эластомеров и может привести к расслоению пресс-формы. В данном случае применятся синтетическая силиконовая листовая резина Castaldo Super High Strength, специально разработанная для тиражирования восковых моделей ювелирных изделий. Обладает исключительной прочностью на разрыв и долгой памятью формы. Резина не воздействует с материалом модели, что значительно улучшает качество поверхности. Для отделения восковок от резиновой формы, не требуется использования силиконового спрея – форма уже содержит компоненты, способствующие легкому отделению восковок от резины. Т вулканизации 165-177С из расчета 15 мин. на каждый слой. Не допускается смешивание силиконовой резины с другими составами на основе природного каучука (Gold, White, No-Shrink Pink). Перед закладкой резины формы предварительно прогревают. При закладке резины в формы следует использовать опорные штыри (рис.4), что упрощает дальнейшее позиционирование частей пресс-формы при инжекции воска. Для удобства последующих операций инжекции можно применять металлический конус (рис.1), в качестве дополнения к литниковой системе модели. Необходимое количество резины также определяется экспериментально и выбирается исходя из оптимального соотношения расхода материала и конечного качества пресс-формы.(рис.2,3) После сборки обоймы, выбирается температурный режим, вданном случае это 165-1700 , который поддерживается в течение всего процесса вулканизации. Среднее время вулканизации составляет около 2 минут на каждый мм. толщины, Castaldo SuperHigh Strength вулканизируется 15 минут на 1 слой резины. Имея одинаковые по высоте обоймы можно проводить вулканизацию обеих частей модели одновременно. По завершении вулканизации извлекаются опорные штыри и осуществляется резка каучука. Для удобства используют щипцы обратные для резки пресс-форм.После резки каучука извлекается металлическая модель (рис.6). Вставляются на место опорные штыри. После этого матрицу можно использовать для изготовления тысяч изделий, не сомневаясь в точности закрытия матрицы. Порядок выполнения операций при изготовлении резиновых пресс-форм: Выбрать стремянку (обойму) в зависимости от габарита мастер модели. Подготовить мастер модель, закрепить в стремянке. Подготовить резину. Заполнить стремянку «сырой» резиной (эластомером). Позиционирование опорных штырей. Закрытие матрицы металлическими пластинами и последующий нагрев в вулканизаторе. Извлечение из стремянки. Резка резины. Извлечение мастер модели. Установка позиционирующих штырей. Пробная инжекция. Контроль качества. Складирование. Рисунки и схемы: 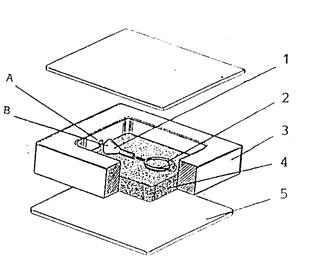
Металлический конус Модель Стремянка вулканизации каучука Силиконовый каучук Крышка стремянки А. Отверстие в стремянке В. Опорный шрифт конуса Рис.1 2.5 Материал вставок – фианит. Выбор материала обосновывается стилистическим сочетанием вставок с металлом изделия, его стоимостью и рентабельностью в производстве, а также наличием у него ценных физических свойств: высокая твердость,показатель преломления, отсутствие спайности и тд. Вид огранки – «груша» отвечает стилистическим особенностям изделия, а также раскрывает вся игру света минерала. Технологический процесс фантазийной огранки состоит из следующих основных операций: 1) сортировка и разметка сырья; 2) резка на заготовки; 3) наклейка заготовок;4) предварительная обработка заготовок; 5) наклейка заготовок; 6) огранка граней низа; 7) полировка граней низа; 8) переклейка; 9) окончательная заточка по рундисту; 10) полировка рундиста; 11) огранка граней верха; 12) полировка граней верха; 13) отклейка и очистка; 14) контроль качества. Для огранки данной вставки используется специальная оснастка – специальное делительное кольцо, разработанное для данного техпроцесса. | Операция | Установка | Переход | Содержание операции, установки, перехода | Приспособление | Инструмент | Вспомогательные материалы | | I | | | Предварительное шлифование граней нижней части камня | | | | | | | | Просмотр заготовки с целью определения характера и места расположения дефектов и установления способа их удаления | | Лупа 6  | | | | | | Предварительное шлифование, на заготовку наносят несколько угловых граней и намечают контуры формы камня | Оправка, ограночный станок ОАБ-4 | | | | II | | | Черновая обточка – заготовке придается предварительная форма будущего камня | Обдирочный станок ШП-6, спец. оснастка | | | | III | | | Предварительное шлифование граней нижней части камня – выравнивается нижняя часть рундиста и подготавливается заготовка для обточки. В узкой части заготовки шлифуются две грани | Ограночной станок ОАБ-4, специальная оправка | | | | IV | | | Окончательная обдирка – заготовке придается форма будущего камня и расчетная высота рундиста, достаточная для размещения рундиста и верхней части камня | | | | | V | | | Огранка нижней части камня | | | | | | | | Нанести линию рундиста на поясок обточенной заготовки | Приспособление для отметки рундиста, оправка | Лупа 6 | | | | | | Подобрать цангу по форме и размерам заготовки и установить ее в приспособление. Установить угломерное устройство на заданный угол шлифования | Специальная цанга | Пинцет, лупа 6 , отвертка | | | | | | Шлифовать и полировать грани нижней части камня, располагая их на природных гранях октаэдра со смещением на 1-2°. На заготовке для формы «груша» шлифуется 7 граней (3 основные и 4 угловые) | Оправка, ограночный станок ОАБ-4 | Угломер | | | | | | Контроль качества 1. Угол наклона граней к плоскости рундиста должен соответствовать заданному 2. Шлифование должно производиться по линии рундиста 3. В нижней части заготовки все грани должны быть сведены в точку – шип камня 4.У линии рундиста грани должны быть одинаковыми по ширине | | Лупа 6 , угломер, пинцет | Бязь, технический спирт | | | | | Шлифовать и полировать клинья нижней части бриллианта. При шлифовании клиньев на гранях, расположенных со стороны острой части камня, грани у рундиста делятся пополам | Оправка, ограночный станок ОАБ-4 | Угломер | | | | | | Контроль качества 1. Высота клиньев должна составлять 75-80% от высоты нижней части камня 2. Ширина клиньев у рундиста должна быть одинаковой 3. Грани и клинья низа должны быть тщательно отполированы, на поверхности не допускается открытых пороков, сколов и следов шлифования | | Лупа 6 , пинцет | Бязь, технический спирт | | | | | Освободить заготовку из оправки | | | | | VI | | | Шлифование площадки | | | | | | | | Подобрать оправку по размеру заготовки и закрепить ее в приспособление | Специальная оправка | Пинцет | | | | | | Размочить асбест в воде или растворе буры и заполнить им оправку | | | Асбест | | | | | Установить заготовку в оправке таким образом, чтобы плоскость шлифования – площадка будущего камня – располагалась параллельно плоскости ограночного диска | Ограночный диск | | | | | | | Сориентировать заготовку, шлифовать и полировать площадку | | | | | | | | Смочить асбест водой или раствором буры и извлечь заготовку из оправы | | | | | | | | Промыть заготовку | | | | | | | | Контроль качества На поверхности площадки не должно быть открытых пороков, сколов и следов шлифования | | Лупа 6 , пинцет | | | VII | | | Огранка верхней части камня | | | | | | | | Шлифование граней верха | | | | | | | | Подобрать оправку соответственно форме и размеру заготовки и установить ее в приспособление | Специальная оправка | Лупа 6 , пинцет | | | | | | Установить заготовку в приспособление и закрепить прижимной планкой. Установить угломерное устройство приспособления на заданный угол гранения | | | | | | | | Контроль качества 1. Угол наклона граней верха к плоскости рундиста должен соответствовать заданному 2. Высота рундиста в узкой и широкой части соответственно должна быть одинаковой по всему периметру бриллианта 3. У линии рундиста грани должны быть одинакового размера с гранями нижней части бриллианта 4. Поверхность граней должна быть тщательно отполирована, не иметь открытых пороков, сколов и следов шлифования | | Лупа 6 , пинцет | Бязь, 6% раствор H  SO SO  | Билет 34. Сувенир подсвечник из сплава на основе серебра в классическом стиле, украшенный элементами из поделочного камня. Годовая программа выпуска 3000шт. 1. Классицизм Классицизм сложился в 17 в. во Франции. В 18 в. классицизм был связан с Просвещением; основываясь на идеях философского рационализма, на представлениях о разумной закономерности мира, о прекрасной облагороженной природе, стремился к выражению большого общественного содержания, возвышенных героических и нравственных идеалов, к строгой организованности логичных, ясных и гармоничных образов. Разум, чувство меры, элегантность были основной концепцией классицизма. Орнаменту рококо с его необузданной фантазией приходит на смену декор, связанный с классической архитектурной композицией и с господством ордерного построения. Появляется сдержанная симметрия декоративных мотивов, в лепке преобладает низкий рельеф, в росписи – гризаль. Согласно требованиям декор был прост и ясен укладывался в понятие симметрии и порядка. В то же время он создавал впечатление почти чрезмерной легкости. Главенствуют прямые линии, квадрат, прямоугольник, круг, овал. В орнаменте преобладают овы, растительные завитки, жемчужник, розетки, листья оканта и лавра, цветы часто свиваются в гирлянды. Они подвешиваются на лентах с бантом на декоративных гвоздях или бычьих, бараньих головах, расположенных симметрично. Среди любимых мотивов медальон, факел. Украшения становятся прерогативой женщин, мужчинам же остаются лишь перстень, булавка для галстука и цепь для часов. Украшения становятся ещё изящней, крайне важно гармоничное сочетание украшений с предметами одежды. На смену разномастным драгоценностям приходят комплекты украшений, сделанные в едином стиле. Данный сувенир подсвечник выполнен в классическом стиле с присущей ему строгостью, симметричностью, чувством меры. Подсвечник по композиции декора прост и ясен, нет нагромождения, присутствует симметрия. Чернёное серебро лаконично сочетается с зелёной яшмой и образует единый силуэт ордерного построения. 2. Техпроцесс | № | Наименование операции | Оборудование Инструмент, приспособления | Примечание (режимы, материалы) | | Разработка эскизов и чертежей | Бумага, карандаш, лекало, линейка, краски, кисти | | | Изготовление мастер-моделей (№1,2,3) | Бормашинка фирмы Foredom серии SR, газовая горелка, лобзик, напильники, набор боров, набор пилок, наждачная бумага, штихели, чеканы, молотки, пинцет, припой, флюс | СрМ925. Мастер-модель должна быть изготовлена с учётом усадки материалов (резина, воск, металл), литники и форма самой м-м должны обеспечивать наилучшее заполнение металлом | | ОТК (визуальный контроль) | Лупа, Лампа дневного света, Освещение | 300 лк; осмотр моделей на наличие дефектов | | Изготовление резиновых пресс-форм | Вулканизатор фирмы Kerr модели VP-03; Обойма для вулканизации, металлические вкладыши, скальпель, удерживающий зажим для резки | T = 165-1770С ;на толщину в 7мм ≈ 15 мин; резина F.E. Knight Castaldо - Super High Strength и Econosil | | ОТК: визуальный контроль | ВЮМ, Лампа 300 люкс Лупа х6 | осмотр резиновых пресс-форм на наличие дефектов | | Изготовление восковых моделей | Восковой инжектор Schultheiss-WI500 | Инжекционный воск F.E. Knight Сastaldо - Super Cera; T = 68 – 70°С р=1-2 МПа | | ОТК (проверка качества восковок) | Лампа дневного света; Лупа х6 | Освещение 300лк; осмотр восковок на наличие дефектов (пузыри, недоливы, облой) | | Сборка воскового блока | Электрошпа-тель Kerr Master Touch Держатель для сборки восковых елок, подставка для восковых елок, пинцет | Прикрепить восковые модели к стояку под углом 60 - 800 (120 - 1600) восковой стояк, восковки | | Обезжиривание литейного блока. | Ёмкость для обезжиривания. | Этиловый спирт C2H5OH | | Промывка и сушка литейного блока. | Сушильный шкаф. | Проточная вода. t = 30-40°С | | Изготовление литейной формы | Вибровакуумный смеситель ЕА 100 фирмы Vetter Technik, перфорированная опока стальная | формовочная масса Кеrr Саst2000, дистиллированная вода; Соотношение вода/ порошок 39/100; вакуум 1атм | | Затвердевание формовочного состава | | Воздух, 1,5-2 часа | | Вытопка воска | Муфельная печь, опока | Установка литнико- вой чашей вниз; t=150°С, 4-6 часов | | Прокалка опок | Электрическая печь ЭКПС-50, опока. | t1= 175°С ,t2=720 °С, t3=720 °С; 𝜏1= 2ч, 𝜏2=3ч, 𝜏3=3ч | | Подготовка шихты | Весы, ёмкость, совок | Серебро 999,90, лигатура Magic AG4 | | Литье | Индукционная литейная установка NEUTEC J-zP, | | | Охлаждение залитых форм | Щипцы для опок, керамическая подставка, ёмкость для воды. | В течение 18-20мин.на воздухе с последующим окунанием опок в воду комнатной температуры на 1-2 мин. | | Отбивка формомассы | Водоструйная установка Inroget 70. | tохл=80°С /мин, давление р=100 атм. | | Химическая обработка | Полипропиленовая ёмкость | 10% водный р-р серной кислоты | | Промывка и сушка | Ванны улавливания кислотостойкие, сушильный шкаф, щипцы. | Дистиллированная вода. t = 60 - 70°С t =10-15 мин. | | Отделение отливок | Гидравлические ножницы | | | ОТК (визуальный контроль) | Лампа дневного света, Лупа х6 | Освещение 300 лк; осмотр отливок на наличие дефектов (высокая пористость, недолив, большая усадка, корольки) | | Монтировка | | | | 23.1 | Зачистка места литника и облоя. | ВЮМ, Бормашина Foredom серии SR, напильник, надфили, лобзик, пилки, боры, наждачная бумага, дискодержатели. | Наждачная бумага 150-320. | | 23.2 | Припасовка к детали 2 детали 1, 3 согласно чертежу | ВЮМ-1, надфиль, шкурка, БМ Foredom SR, дискодержатели, шкуркодержатели, резиновые диски, флаценги | | | 23.3 | Флюсовка. | Борная кислота и бура, кисточка | Борная кислота и бура; Соотношение 1:1, концентрация 300-400г/1л | | 23.4 | Пайка. | Припой, плита «Буран», газовая горелка, пинцет, лудилка, ВЮМ-1, общая вытяжка. | ПСр-72; t пл.= 780-8000 C | | 23.5 | Отбеливание. | Ёмкость для кислоты, пинцет. | Лимонная кислота 300-400 г/л, 900 C, 10-15минут. | | 23.6 | Промывка. | | Проточная вода | | 23.7 | Сушка. | Сушильный шкаф | 60-800 C, 15 минут. | | 23.8 | Шлифование | Бормашинка фирмы Foredom серии SR, войлочные, фетровые, тканевые круги, щётки, дискодержатели, шкуркодержатели | Макс 8000 об/мин, наждачная бумага №320 | | 23.9 | Промывка и сушка | УЗУ, сушильный шкаф | ПАВ: нашатырный спирт, дистиллированная вода, Fairy, с последующей промывкой в проточной воде; Сушка при t=60-700C | | Изготовление основы подсвечника | | Покупка у стороннего производителя изготовленного по чертежам камня | | Крепление на основе из камня стержня с резьбой | | | | 25.1 | Изготовление стержня | Метчик, держатель метчика, лобзик, пилки | Серебро 9250. Получить стержень необходимого диаметра согласно чертежу на складе, отрезать заготовку нудного размера, нарезать резьбу | | 25.2 | Монтировка стержня с резьбой в каменную основу | Резиновые перчатки | Клей. Намазать клеем обе соединяемые поверхности, выдержать 1 минуту, далее вставить стержень в отверстие в камне, крепко прижать. Время сушки 24 часа | | Химическое оксидирование серебряной части подсвечника | | | | 26.1 | Химическое обезжиривание | Ванна для обезжиривания, подвесочное устройство, резиновые перчатки | 20-30г/л Na2CO3, 30-40 г/л Na3PO4, 3-5г/л Na2SiO3 | | 26.2 | Промывка в холодной воде | Ванна промывочная, подвесочное устройство, резиновые перчатки | 18-20 °C | | 26.3 | Сушка | Сушильный шкаф с электроподогревом | 80 °C, 5-10 мин. | | 26.4 | Химическое чернение | Ванна для химического чернения, подвесочное устройство, резиновые перчатки | Серная печень 10 г/л, 80-90°С до появления необходимого эффекта | | 26.5 | Промывка | Ванна промывочная, подвесочное устройство, резиновые перчатки | | | 26.6 | Демонтаж подвесочного приспособления | Подвесочное устройство, резиновые перчатки | | | 26.7 | Сушка | Сушильный шкаф с электроподогревом | 80 °C, 5-10 мин. | | 26.8 | ОТК (визуальный контроль) | | Покрытие должно равномерно покрывать всю поверхность изделия, иметь одинаковый цвет по всей площади обрабатываемой поверхности. | | Шлифование | Бормашинка фирмы Foredom серии SR Шерстяные, войлочные круги, щётки | наждачная бумага №800; Макс 8000 об/мин | | Полировка | Двухшпиндельный шлифовально-полировальный станок Grobet Delux; Фетровые круги, волосяные круги (дисковые щётки), матерчатые круги, паста Proxxon | 1725-3450 об/мин | | Нарезание резьбы на детали | Метчик, зажим для метчика | | | Промывка и сушка | УЗУ, сушильный шкаф | t=60-700C, ПАВ, нашатырный спирт, дистиллированная вода, Fairy | | Клеймение | Установка для клеймения. | | | Глянцовка | Двухшпиндельный шлифовально-полировальный станок Grobet Delux, нитяные круги | Паста Proxxon. | | Промывка | У.З.У. | Мыльный раствор 7-9г на 1л H 2 O t=50-600C | | Сушка | Сушильный шкаф | t=600 С; время = 20 мин | | Сборка изделия | Перчатки | Соединить основу из камня с деталью из серебра посредством резьбового соединения | | ОТК | лампа 300 люкс; Лупа Х6 | поверхность гладкая, блестящая | | Упаковка, взвешивание, заполнение бирки, крепление бирок к изделию. | Весы ювелирные | |
|