| ПОЗНАВАТЕЛЬНОЕ Сила воли ведет к действию, а позитивные действия формируют позитивное отношение Как определить диапазон голоса - ваш вокал Игровые автоматы с быстрым выводом Как самому избавиться от обидчивости Противоречивые взгляды на качества, присущие мужчинам Вкуснейший "Салат из свеклы с чесноком" Натюрморт и его изобразительные возможности Применение, как принимать мумие? Мумие для волос, лица, при переломах, при кровотечении и т.д. Как научиться брать на себя ответственность Зачем нужны границы в отношениях с детьми? Световозвращающие элементы на детской одежде Как победить свой возраст? Восемь уникальных способов, которые помогут достичь долголетия Классификация ожирения по ИМТ (ВОЗ) Глава 3. Завет мужчины с женщиной
Оси и плоскости тела человека - Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д.
| Штампы для горячей штамповки ( молотовой, КГШП, ГКМ). Расчет кубика молотового штампа. Конструкция штампа КГШП. И подбор ручьевых вставок. Размеры штампа ГКМ.
Штампы изготавливаются из кованных призматических заготовок из штамповых сталей. Из конструкционных сталей со вставками из легированных сталей. Иногда литые заготовки. Размеры штампа выбираются в зависимости от количества и расположения ручьев, расстояний между ними с учетом нагрузки опорной поверхности хвостовика и поверхности соударения. Ручьи на зеркале штампа располагаются в порядке выполнения технологического процесса. Центром штампа называется точка пересечения оси хвостовика с осью шпонки. В общем случае центр штампа не совпадает с геометрическим центром кубика. Центром ручья называется точка приложения равнодействующих сил, действующих на верхнюю половину штампа в момент удара. Положение окончательного и предварительного ручьев, а также клещевины должно быть таким, чтобы клещи были перпендикулярны фронту штампа . Аналогичное расположение должно быть и для заготовительных ручьев. Расположение окончательного и предварительного ручьев относительно центра штампа.
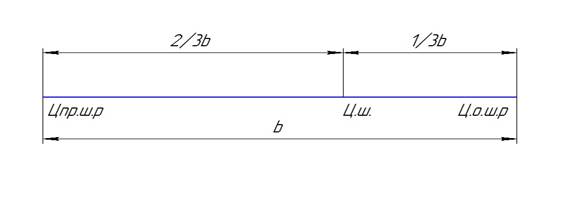
При наличии предварительного и окончательного ручьев, они располагаются по обе стороны от центра штампа: предварительный на расстоянии 2/3b, окончательный на расстоянии 1/3b общего расстояния между ручьями.
Центр штампа совмещают с центром окончательного штамповочного ручья, а центр верхнего предварительного штамповочного ручья смещают относительно центра нижнего предварительного штамповочного ручья на величину ожидаемого перекоса. Положение окончательного и предварительного штамповочного ручьев должно быть таким, чтобы максимально использовалось зеркало штампа и максимально сократить транспортировку поковки по штампу. Расстояние между ручьями и толщину стенок штампа зависит от глубины ручья, штамповочных уклонов гравюры, радиусов закруглений и формы полости ручья в плане. По номограмме выбирают некоторый параметр Т, который зависит от глубины ручья, радиуса и штамповочного уклона менее глубокой полости, со стороны которой возможно разрушение штампа.
По эмпирическим зависимостям находится величина толщин стенок между ручьями и толщина стенок штампа. По найденным значениям толщин и площадям ручьев находится величина bнеоб и lнеоб. Проводятся диагонали полученного зеркала штампа и определяется несоответствия центра штампа с геометрическим центром кубика.
Если данные условия не соблюдаются, то соответствующий размер несовпадения увеличивают в противоположную сторону от соответствующего значения
G – масса падающих частей молота. Для средних штампов
Для крупных штампов Высота кубика в первом приближении определяется по наиболее глубокой полости штампа. При Волокна в кубике располагаются вдоль оси слитка. На плоскости BC ручьев не изготавливается, а выполняется клеймо. После определения размеров штампового кубика выполняется проверка: 1) Поместится ли кубик между стойками молота 2) Достаточна ли высота кубика (высота штампа должна быть больше закрытой высоты штампового пространства молота в 1,25 раза для возможности возобновления штампов) 3) Проверяется соответствует ли масса верхнего штампа массе падающих частей молота. Масса верхнего штампа |








 и
и  . После определения размеров зеркала штампа lнеоб, bнеоб, проверяется площадь соударения поверхностей, неизрезанных ручьями. Она должна быть достаточной, чтобы не происходило подсадки штампа. Для мелких штампов площадь соударения должна быть
. После определения размеров зеркала штампа lнеоб, bнеоб, проверяется площадь соударения поверхностей, неизрезанных ручьями. Она должна быть достаточной, чтобы не происходило подсадки штампа. Для мелких штампов площадь соударения должна быть


 составляет
составляет  ручья,
ручья,  то
то  . По полученным значениям в соответствии с ГОСТом определяются размеры штампового кубика.
. По полученным значениям в соответствии с ГОСТом определяются размеры штампового кубика. 
