| ПОЗНАВАТЕЛЬНОЕ Сила воли ведет к действию, а позитивные действия формируют позитивное отношение Как определить диапазон голоса - ваш вокал Игровые автоматы с быстрым выводом Как самому избавиться от обидчивости Противоречивые взгляды на качества, присущие мужчинам Вкуснейший "Салат из свеклы с чесноком" Натюрморт и его изобразительные возможности Применение, как принимать мумие? Мумие для волос, лица, при переломах, при кровотечении и т.д. Как научиться брать на себя ответственность Зачем нужны границы в отношениях с детьми? Световозвращающие элементы на детской одежде Как победить свой возраст? Восемь уникальных способов, которые помогут достичь долголетия Классификация ожирения по ИМТ (ВОЗ) Глава 3. Завет мужчины с женщиной
Оси и плоскости тела человека - Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д.
| Принципы, лежащие в основе процесса пайки
Пайка – процесс соединения металлических деталей, находящихся в твердом состоянии, при помощи более легкоплавкого сплава, называемого припоем. Между расплавленным припоем и основным металлом происходят на небольшой глубине процессы взаимного растворения и диффузии, в результате которых при застывании получается прочное соединение деталей. Для успешного выполнения паяных соединений должны соблюдаться следующие требования. 1. Температура ликвидуса припоя должна быть ниже температуры солидуса соединяемого металла. В идеале разница между этими температурами должна составлять минимум 50ºС, чтобы с уверенностью избежать начала оплавления кромок. Ликвидус – температура, выше которой сплав находится в полностью жидком состоянии. Солидус – температура, ниже которой сплав полностью твердеет. 2. Несмотря на то, что во время пайки не происходит плавления металла спаиваемых поверхностей, через границу раздела жидкой и твердой фаз происходит диффузия атомов, обеспечивающая прочное сцепление. Поэтому припой должен быть химически и металлургически совместим с паяемым металлом. В противном случае на границе раздела возможно образование хрупких интерметаллических соединений, ведущее в конечном итоге к разрушению шва. 3. Для того чтобы расплавленный припой затекал в зазор (так называемый стыковой зазор) между соединяемыми деталями, он должен полностью «смачивать» эти поверхности. Согласно классической теории смачивания жидкость растекается по поверхности с образованием краевого угла смачивания φ. При значениях краевого угла φ = 180º смачивание отсутствует, жидкость собирается в отдельные шарики. При значениях краевого угла 90º < φ < 180º имеет место неполное смачивание. При значениях краевого угла φ < 90º смачивание происходит, и жидкость растекается по поверхности. Причем, чем меньше угол φ, тем больше площадь растекания (рис. 1.1). Для достижения условий, благоприятствующих смачиванию, важно, чтобы поверхности стыка были очищены от жира, грязи и оксидных пленок. Для этого в процессе пайки используют флюс или защитную атмосферу.
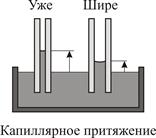
Рис. 1.1. Степень смачивания поверхности в зависимости от величины краевого угла 4. Величина стыкового зазора является важным фактором при планировании паяных соединений. Расплавленный припой втягивается в зазор под действием капиллярных сил, называемых иногда капиллярным притяжением. Величина капиллярной силы зависит от поверхностного натяжения припоя, его плотности, краевого угла φ и величины стыкового зазора. Для получения качественного паяного шва на ювелирном изделии рекомендуется величину зазора устанавливать в пределах 0,01–0,1 мм. Для демонстрации этого явления можно погрузить кончики стеклянных трубок с небольшим внутренним диаметром в сосуд с жидкостью. При этом жидкость внутри трубок поднимется выше уровня жидкости в сосуде. Чем меньше диаметр трубки, тем выше внутри нее поднимется жидкость. Диаметр трубки здесь играет роль зазора, т.е. расстояния между соединяемыми поверхностями (рис. 1.2).
Рис. 1.2. Капиллярное притяжение
5. Скорость, с которой расплавленный припой втягивается в зазор, зависит от его вязкости. Вязкость, поверхностное натяжение и краевой угол уменьшаются при росте температуры выше температуры ликвидуса припоя. При этом припой легче течет и легче заполняет зазор. Типичное время заполнения зазора припоем составляет порядка 0,1 с. 6. Неровности на поверхности благоприятно влияют на течение и растекание расплавленного припоя. Это происходит в результате уменьшения эффективного краевого угла φ. Кроме того, сетка тонких каналов, образуемая неровностями поверхностей, увеличивает капиллярные силы. Например, поверхности, обработанные карборундовой шкуркой зернистостью 400, дают лучшее заполнение зазора, чем полированные. Химикаты, применяемые при пайке для облегчения соединения металлов и способствующие удалению окислов из места пайки, называют флюсами. Температурой активности флюсов называют ту наименьшую температуру, при которой они выполняют свои функции. Температура, при которой флюс растворяет окислы, должна быть несколько ниже, чем рабочая температура пайки. Кроме того, скорость реакции, т. е. темп растворения окислов должен быть выше, чем скорость пайки. Пайка должна проводиться достаточно быстро, чтобы помешать появлению новых окислов. --------------------------------------------------------------------------------------------------------- Для данного изделия применяется припой ПМЦ36, т.к. он обладает необходимыми свойствами и подходит под цвет основного металла. Температура плавления t=800-825 C. Учитывая, что температура плавления бронзы 1080-1060 данный припой оптимально подходит для сборки изделия, обеспечивая жесткость всей конструкции и в то же время снижает вероятность расплавления основного Ме. Поскольку в его состав входит как медь, так и цинк, присутствующие в обоих основных Ме, паяные швы отличаются прочностью, хорошей сцепкой и равномерностью цвета. Сходство компонентов сплавов и припоя также обеспечивает долговечность соединения. Тем не менее, вследствие того, что припой и основной металл имеют относительно небольшую разность температур плавления (в сравнении с легкоплавкими припоями), пайка требует проведения тщательных подготовительных операций в большом объеме. 1) Детали следует обезжирить, зачистить поверхности пайки. 2) Обеспечить жесткую фиксацию спаиваемых элементов. 3) Все соединяемые части, в которых имеются остаточные напряжения в результате предшествующей обработка, должны быть подвергнуты отжигу 4) Образовать минимальный зазор между деталями 0,1-0,2 мм. 5) При использовании фиксирующей проволоки, выполнить правильную обвязку, не перекрывая место пайки. Для успешного проведения пайки, учитывая относительно большие площади паяных соединений используем газопламенную горелку, которая в отличие от безиновой создает менее активные окисные пленки на поверхности Ме. Выбор флюса с составом из борной кислоты и буры обусловлен его хорошей вязкостью, текучестью, и высокой отшлаковывающей способностью, а также относительной дешивизной и широким Флюс следует наносить на всю поверхность спая одновременно с припоем. Припой подавать при помощи пинцета, либо нихромовой проволоки. При этом следует облудить одну из спаиваемых поверхностей, и далее накладывать кусочки припоя таким образом, чтобы припой лежал непосредственно на стыке и при нагреве мягким пламенем и равномерно распределялся по шву. Учитывая разность спаиваемых материалов, разность их цветов, следует точно отмерять необходимое количество припоя, так чтобы паяный стык был незаметен. Для получения наилучшего результата и сведения последующей обработки к минимуму необходимо: 1) каждый накладываемый кусочек припоя соизмерять с величиной спаиваемой поверхности; если кусочек припоя слишком мал, то шов не будет заполнен; если он слишком велик то выступающий остаток будет с трудом удаляться при очистке; 2)обращать внимание при пайке проволоки каркаса на то, чтобы она прилегала плотно к основе, пытаться обойтись при этом как можно меньшим количеством кусочков припоя; последние нужно положить с учетом облегчения в дальнейшем возможной очистки;3) укладывать припой таким образом, чтобы остатки его легко можно было бы удалить;4) располагать припой в тех местах, которые на готовом изделии мало или вообще не видны, т е. на внутренней или обратной сторонах украшения; 5) накладывать припой только с одной стороны и прогонять его пламенем через стык. Пайку производить на специальной огнеупорной плите типа «Буран», с применением вращающихся леткалов, зажимов и крепежных игл по необходимости. При пайке каркаса с накладкой или основой следует, учитывать различную теплоемкость соединяемых Ме и не перегревать серебряные детали, дабы избежать возникновения пористости. При этом следует помнить о различной массивности деталей и не перегреть проволочные элементы. Чтобы довести твердый припой до высокой текучести, следует использовать следующий метод пайки: весь предмет постепенно нагревается мягким пламенем при равномерном круговом движении горелки. Постепенно пламя делают все острее, чтобы сконцентрировать жар на месте пайки. Затем весь предмет снова подогревают мягким пламенем. Так действуют до тех пор, пока припой не потечет. Припой всегда тянется к месту с максимальной температурой. Используя это, следует так регулировать распределение тепла, чтобы заставить припой потечь в нужном направлении. По окончании пайки, изделие отбелить. Для данного изделия используют RADIAL D2 – соль, которая после растворения в воде, образует кислотный раствор для травления, который обеспечивает быструю и удобную очистку литых изделий в ювелирном производстве. RADIAL D2 может применяться для золотых и серебряных изделий любой пробы, полученных в результате литья с использованием формомассы. Даёт прекрасные результаты при работе с латунью, бронзой и мельхиором. Инструкция по применению продукта: Для получения должным образом функционирующего раствора для травления, добавьте 50г соли RADIAL D2 на литр воды и работайте при температуре 60ºС в среднем 5 мин. Следует применять вытяжную вентиляцию, т.к. происходит выделение паров. В зависимости от испарения наполните раствор свежей водой и солью в соответствующей пропорции (50г/л).
|