| ПОЗНАВАТЕЛЬНОЕ Сила воли ведет к действию, а позитивные действия формируют позитивное отношение Как определить диапазон голоса - ваш вокал Игровые автоматы с быстрым выводом Как самому избавиться от обидчивости Противоречивые взгляды на качества, присущие мужчинам Вкуснейший "Салат из свеклы с чесноком" Натюрморт и его изобразительные возможности Применение, как принимать мумие? Мумие для волос, лица, при переломах, при кровотечении и т.д. Как научиться брать на себя ответственность Зачем нужны границы в отношениях с детьми? Световозвращающие элементы на детской одежде Как победить свой возраст? Восемь уникальных способов, которые помогут достичь долголетия Классификация ожирения по ИМТ (ВОЗ) Глава 3. Завет мужчины с женщиной
Оси и плоскости тела человека - Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д.
| Описание и анализ существующего технологического процесса, его недостатки
В существующем технологическом процессе изготовления заднего борта используется ручная дуговая сварка штучными электродами. Сборка осуществляется вручную без использования приспособлений. Также сборка-сварка конструкции происходит последовательно, без разбивки ее на технологические подузлы. Недостатки существующего технологического процесса можно устранить применяя полуавтоматическую сварку в среде защитных газов, сварку штучными электродами будем применяться только на этапе устранения дефектов. Существенными недостатками ручной дуговой сварки металлическими штучными электродами считаются малая производительность процесса и зависимость качества сварного шва от практических навыков сварщика. Соответственно, заменив способ сварки на полуавтоматическую сварку в среде защитных газов, мы значительно повысим производительность труда сварщиков, требования к квалификации специалистов, также, снизим затраты на зачистку после сварки из-за малого разбрызгивания металла. Также, разбив сборку на подузлы и с введением средств механизации недостатки существующего технологического процесса можно значительно уменьшить, что резко скажется на увеличении трудоемкости и времени изготовления изделия. 7.
При изготовлении заднего борта применяются следующие заготовительные операции: приемка основного металла, правка, резка, подготовка поверхности металла под сварку.
Приёмка основного металла Прокат принимается партиями. Партия должна состоять из проката одного класса прочности, одного размера по толщине, одного базового химического состава. Масса партии не должна превышать 10 т. Каждая партия проката сопровождается документом о качестве, содержащим: - товарный знак или наименование и товарный знак предприятия-изготовителя; - наименование потребителя; - номер заказа;
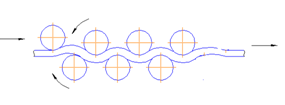
- номер вагона или транспортного средства; - наименование продукции, размеры, количество мест, их общая масса и, в случае поставки по сдаточной (теоретической) массе, знак ТМ; - класс прочности; - фактический химический состав; - точность прокатки; - механические свойства; - вид плоскостности для листа; - характер кромки для листа; - номер НТД; - штамп отдела технического контроля. Для проката, принимаемого с характеристиками, устанавливаемыми потребителем, в документе о качестве дополнительно указывают результаты испытаний по заказываемым показателям (гарантия свариваемости, зачистка заусенцев и без смятия концов, прокат с ультразвуковым контролем сплошности). Для проверки качества проката от каждой партии отбирают два листа. При получении неудовлетворительных результатов испытаний хотя бы по одному показателю проводят повторные испытания. Правка основного металла Пластины для изготовления конструкции вырезаются из листов горячекатаной стали ГОСТ 19903-74. Листы и сортовой прокат, имеющие внешнюю деформацию, подлежат правке. Листы следует править в многовалковых листоправильных вальцах.
Рис. 1 Схема правки листов на листоправильных вальцах.
 Правка листового металла толщиной 6, 8 мм осуществляется на листоправильной многовалковой машине W43-10´2000. Её технические характеристики представлены в таблице 4. Таблица 4. Техническая характеристика листоправильной многовалковой машины W43-10´2000
Правку сортового проката проводим на роликовых машинах, работающих по той же схеме, что и листоправильные.
Правка выполняется в холодном состоянии при температуре окружающего воздуха не ниже
Резку производим на гильотинных ножницах НК3416 Разрезаемый лист заводится между нижним и верхним ножами до упора и зажимается прижимом. Верхний нож, нажимая на лист, производит скалывание.
Рис. 3 Схема резки на гильотинных ножницах 1-нижний нож; 2-разрезаемый лист; 3- прижим; 4- верхний нож; 5 –упор. Таблица 5 Технические характеристики гильотинных ножниц НК3416
Резка сортового проката осуществляются на пресс-ножницах Kraft. Таблица 6 Технические характеристики пресс-ножниц KraftIW-45M
7.3.
Очистку применяют для удаления с поверхности металла средств консервации, загрязнений, ржавчины, окалины, заусенцев, шлака. Для очистки будем использовать беспыльный дробеструйный аппарат DSG-100SP. Технические характеристики этого аппарата приведены в таблице 5. Таблица 7 Технические характеристики беспыльного дробеструйного аппарата DSG-100SP
Режим обработки: Если 4<d<30 мм, то используется дробь размером до 1,2 мм, материал дробь стальная рубленая (ДСР), давление воздуха 0,5 МПа, диаметр сопла 5 мм, угол расположения сопла к поверхности 80-90º. |



 Рис. 2 Схема правки сортового проката
Рис. 2 Схема правки сортового проката .
.