| ПОЗНАВАТЕЛЬНОЕ Сила воли ведет к действию, а позитивные действия формируют позитивное отношение Как определить диапазон голоса - ваш вокал Игровые автоматы с быстрым выводом Как самому избавиться от обидчивости Противоречивые взгляды на качества, присущие мужчинам Вкуснейший "Салат из свеклы с чесноком" Натюрморт и его изобразительные возможности Применение, как принимать мумие? Мумие для волос, лица, при переломах, при кровотечении и т.д. Как научиться брать на себя ответственность Зачем нужны границы в отношениях с детьми? Световозвращающие элементы на детской одежде Как победить свой возраст? Восемь уникальных способов, которые помогут достичь долголетия Классификация ожирения по ИМТ (ВОЗ) Глава 3. Завет мужчины с женщиной
Оси и плоскости тела человека - Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д.
| Сварные соед-я, их харак-ка. Виды сварки. Классиф-я сварных швов и соед-й.
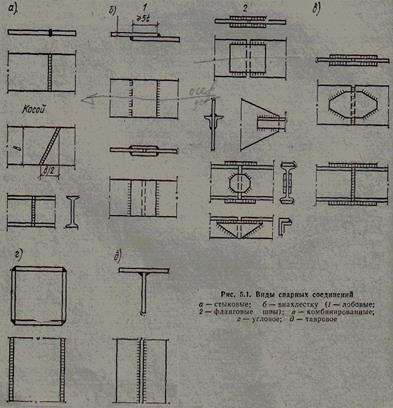
В строительстве применяется главным образом электродуговая сварка: ручная, автоматическая, полуавтоматическая, а также электрошлаковая. Реже применяется контактная и газовая сварка. 1. Ручная электродуговая сварка универсальна и широко распространена, так как может выполняться в любом пространственном положении. Она часто применяется при монтаже в труднодоступных местах, где механизированные способы сварки не могут быть применены. 2. Автоматическая и полуавтоматическая сварка под флюсом осуществляется автоматом с подачей сварочной проволоки d = 2—5 мм без покрытия. К недостаткам относится затруднительность выполнения этой сварки в вертикальном и потолочном положении и в стесненных условиях, что ограничивает ее применение на монтаже. Для коротких швов с успехом применяется полуавтоматическая сварка шланговым полуавтоматом. 3. Электрошлаковая сварка представляет собой разновидность сварки плавлением; этот тип сварки удобен для вертикальных стыковых швов металла толщиной от 20 мм и более. Качество шва, выполняемого этим способом, получается очень высоким. 4. Сварка в среде углекислого газа ведется голой электродной проволокой d—1,4—2 мм на постоянном токе обратной полярности. Различают следующие виды сварных соединений: стыковые, внахлестку, угловые и тавровые (впритык) Стыковыми называют соединения, в которых элементы соединяются торцами или кромками и один элемент является продолжением другого.
Соединениями внахлестку называются такие, в которых поверхности свариваемых элементов частично находят друг на друга. Разновидностью соединений внахлестку являются соединения с накладками, которые применяют для соединения элементов из профильного металла и для усиления стыков. Иногда стыковое соединение профильного металла усиливают накладками, и тогда оно называется комбинированным. Угловыми называют соединения, в которых свариваемые элементы расположены под углом. Тавровые соединения (соединения впритык) отличаются от угловых тем, что в них торец одного элемента приваривается к поверхности другого элемента . Сварные швыклассифицируют по конструктивному признаку, назначению, положению, протяженности и внешней форме. По конструктивному признаку швы разделяют на стыковые и угловые (валиковые). В соответствии с формой разделки кромок швы бывают V, U, X и К-образные. Для V- и U-образных швов, свариваемых с одной стороны, обязательна подварка корня шва с другой стороны для устранения возможных непроваров , являющихся источником концентрации напряжений. Начало и конец шва имеют непровар и кратер, являются дефектными и их желательно выводить на технологические планки за пределы рабочего сечения шва, а затем отрезать. Угловые (валиковые) швы наваривают в угол, образованный элементами, расположенными в разных плоскостях. Угловые швы, расположенные параллельно действующему осевому усилию, называют фланговыми, а перпендикулярно усилию — лобовыми. Швы могут быть рабочими или связующими (конструктивными), сплошными или прерывистыми (шпоночными)'. По положению в пространстве во время их выполнения они бывают нижними, вертикальными, горизонтальными и потолочными (рис. 5.3). Сварка нижних швов наиболее удобна, легко поддается механизации, дает лучшее качество шва, а потому при проектировании следует предусматривать возможность выполнения большинства швов в нижнем положении. Вертикальные, горизонтальные и потолочные швы в большинстве своем выполняются при монтаже. Они плохо поддаются механизации, выполнить их вручную трудно, качество шва получается хуже, а потому применение их в конструкциях следует по возможности ограничивать.
|