| ПОЗНАВАТЕЛЬНОЕ Сила воли ведет к действию, а позитивные действия формируют позитивное отношение Как определить диапазон голоса - ваш вокал Игровые автоматы с быстрым выводом Как самому избавиться от обидчивости Противоречивые взгляды на качества, присущие мужчинам Вкуснейший "Салат из свеклы с чесноком" Натюрморт и его изобразительные возможности Применение, как принимать мумие? Мумие для волос, лица, при переломах, при кровотечении и т.д. Как научиться брать на себя ответственность Зачем нужны границы в отношениях с детьми? Световозвращающие элементы на детской одежде Как победить свой возраст? Восемь уникальных способов, которые помогут достичь долголетия Классификация ожирения по ИМТ (ВОЗ) Глава 3. Завет мужчины с женщиной
Оси и плоскости тела человека - Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д.
| Размеры виброопор, для станков массой до 15 т, мм
Основные требования к термоконстантным помещениям Требования к условиям работы основного оборудования При эксплуатации машиностроительных производств следует учитывать специальные требования к условиям работы основного оборудования, обусловленные особенностями достижения требуемых параметров качества изготовления изделий. Постоянное повышение уровня точности изготовляемых изделий, вызванное увеличением мощности и скорости машин и механизмов, приводит к росту доли прецизионного производства. Тенденция к повышению точности современных машин оказывает влияние на условия их изготовления: температуру, влажность, чистоту помещения, воздухообмен, освещенность, виброизоляцию оборудования и допустимый уровень звукового давления. Для прецизионной механической обработки деталей используют станки повышенных классов точности: (В — высокой, А — особо высокой точности и С — особо точные). На них изготовляют высокоточные детали станков и машин, а сборку и юстировку узлов к ним производят в термоконстантных помещениях, параметры микроклимата которых имеют малые допуски. Основные требования к температурному режиму и скорости воздушных потоков для механических и сборочных прецизионных производств даны в табл. 15.6 Заготовки, детали, узлы инструмент и другие изделия, поступающие в термоконстантные помещения извне, выдерживают до достижения температуры помещения на соответствующем складе или площадке для хранения. Отклонения температуры менее ±0,1 °С обеспечиваются в специальной камере (оболочке) с автономным режимом и дистанционным управлением оборудования. В термоконстантных помещениях должна поддерживаться относительная влажность воздуха 50 ± 10%, так как прецизионное оборудование и контрольно-измерительные приборы, находящиеся в них, не должны быть подвержены коррозии. При расчетах теплообмена и влажности воздуха в помещениях со специальным микроклиматом учитывают выделение теплоты и влаги от обслуживающего персонала (один рабочий выделяет 380 кДж/ч теплоты и 140 г/ч влаги, один человек из управляющего персонала — соответственно 355 кДж/ч и 75 г/ч). В связи с этим доступ в термоконстантные помещения должен быть ограничен, так как присутствие дополнительного персонала может нарушить требования к параметрам микроклимата. Число ворот, наружных дверей и наружных стен в этих помещениях должно быть минимальным, а помещения с более жестким режимом должны быть изолированы от наружных стен коридором тепловой защиты. Заготовки, детали, узлы инструмент и другие изделия, поступающие в термоконстантные помещения извне, выдерживают до достижения температуры помещения на соответствующем складе или площадке для хранения. Отклонения температуры менее ±0,1 °С обеспечиваются в специальной камере (оболочке) с автономным режимом и дистанционным управлением оборудования. В термоконстантных помещениях должна поддерживаться относительная влажность воздуха 50 ± 10%, так как прецизионное оборудование и контрольно-измерительные приборы, находящиеся в них, не должны быть подвержены коррозии.
Табл. 15.6 Основные требования к микроклимату механических и сборочных цехов прецизионного производства
При расчетах теплообмена и влажности воздуха в помещениях со специальным микроклиматом учитывают выделение теплоты и влаги от обслуживающего персонала (один рабочий выделяет 380 кДж/ч теплоты и 140 г/ч влаги, один человек из управляющего персонала — соответственно 355 кДж/ч и 75 г/ч). В связи с этим доступ в термоконстантные помещения должен быть ограничен, так как присутствие дополнительного персонала может нарушить требования к параметрам микроклимата. Число ворот, наружных дверей и наружных стен в этих помещениях должно быть минимальным, а помещения с более жестким режимом должны быть изолированы от наружных стен коридором тепловой защиты. Особые требования предъявляются к чистоте термоконстантных помещений, которые должны иметь специальный режим уборки, а стены в них покрывают матовой облицовочной плиткой, не имеющей бликов, полы — метлахской или пластмассовой плиткой. Наряду с общей уборкой регламентируется чистота воздуха. Нормы допустимой запыленности при изготовлении изделий классов А, В и С приведены в табл. 15.7
Термоконстантные помещения в большинстве случаев оборудуют централизованной системой удаления пыли от рабочих мест, но в отдельных случаях допускается применение передвижных промышленных пылесосов. Для обдува и обеспыливания поступающих грузов и персонала на входе в термоконстантные помещения устраивают специальные шлюзы с вертикальным потоком воздуха. Обдувка изготовляемых изделий сжатым воздухом в этих помещениях категорически запрещена. Очистку воздуха от пыли обеспечивают за счет применения фильтров на приточной ветви системы воздуховодов. Для предотвращения попадания пыли извне в термоконстантных помещениях поддерживают давление 110... 120 кПа. При кондиционировании воздуха в этих помещениях обеспечивается четырехкратный обмен воздуха в течение 1 ч. Приточно-вытяжная вентиляция вызывает воздушные потоки, скорость которых не должна превышать значений, указанных в табл. 15.6. Главная задача – обеспечить ламинарность потока воздуха. Схема «чистых» помещений дана на рис. 15.8.
Утомление обслуживающего персонала, вызванное плохой освещенностью, значительно сказывается на качестве и производительности изготовления изделий, помимо этого у людей ослабляется зрение. Отрицательное воздействие на работоспособность персонала оказывает и искусственное освещение, которое следует применять только в исключительных случаях, например в помещениях измерительных лабораторий при работе на делительных машинах и компараторах высокой точности, для которых строго регламентировано колебание температуры, которое может быть обеспечено только при условии применения искусственного освещения газоразрядными лампами, выделяющими незначительное количество теплоты. Общая освещенность помещений в сборочных и механических цехах должна быть не менее 300 лк. Кроме этого, при необходимости устанавливают дополнительное освещение. При естественном освещении для предохранения от попадания прямых солнечных лучей (инсоляция), вызывающих местный нагрев и снижение точности изготовляемой продукции, предусматриваются ориентация окон и фонарей на север, система специальных солнцезащитных жалюзи и панелей, тройное остекление с кондиционированием пространства между переплетами или применение специального свето- и теплозащитного стекла или пленки, не пропускающих инфракрасных лучей. С целью обеспечения требуемой точности изготовления изделий используют виброизоляцию металлорежущего оборудования и сборочных стендов, устанавливая их на виброизолирующих опорах (рис.15.9) и виброизолирующих фундаментах на резиновых ковриках (рис. 15.10). Уровень частоты собственных колебаний для каждого типа оборудования не должен превышать установленные нормы. Рис. 15.9. Конструкции и габаритные
размеры виброопор, для станков массой до 15 т, мм
.
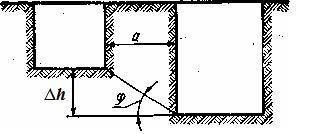
Рис 15.10. Схема двух смежно расположенных фундаментов a = (1,5- 2) ∆h; φ < arctg ∆h /a
|