| ПОЗНАВАТЕЛЬНОЕ Сила воли ведет к действию, а позитивные действия формируют позитивное отношение Как определить диапазон голоса - ваш вокал Игровые автоматы с быстрым выводом Как самому избавиться от обидчивости Противоречивые взгляды на качества, присущие мужчинам Вкуснейший "Салат из свеклы с чесноком" Натюрморт и его изобразительные возможности Применение, как принимать мумие? Мумие для волос, лица, при переломах, при кровотечении и т.д. Как научиться брать на себя ответственность Зачем нужны границы в отношениях с детьми? Световозвращающие элементы на детской одежде Как победить свой возраст? Восемь уникальных способов, которые помогут достичь долголетия Классификация ожирения по ИМТ (ВОЗ) Глава 3. Завет мужчины с женщиной
Оси и плоскости тела человека - Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д.
| Контрольные карты качественных признаков.
МЕТОДЫ СТАТИСТИЧЕСКОГО контролЯ качества Цели работы Ознакомиться с методами статистического контроля качества, основанными на построении контрольных карт.
Основные положения Контрольные карты используются для статистического контроля и регулирования технологического процесса.
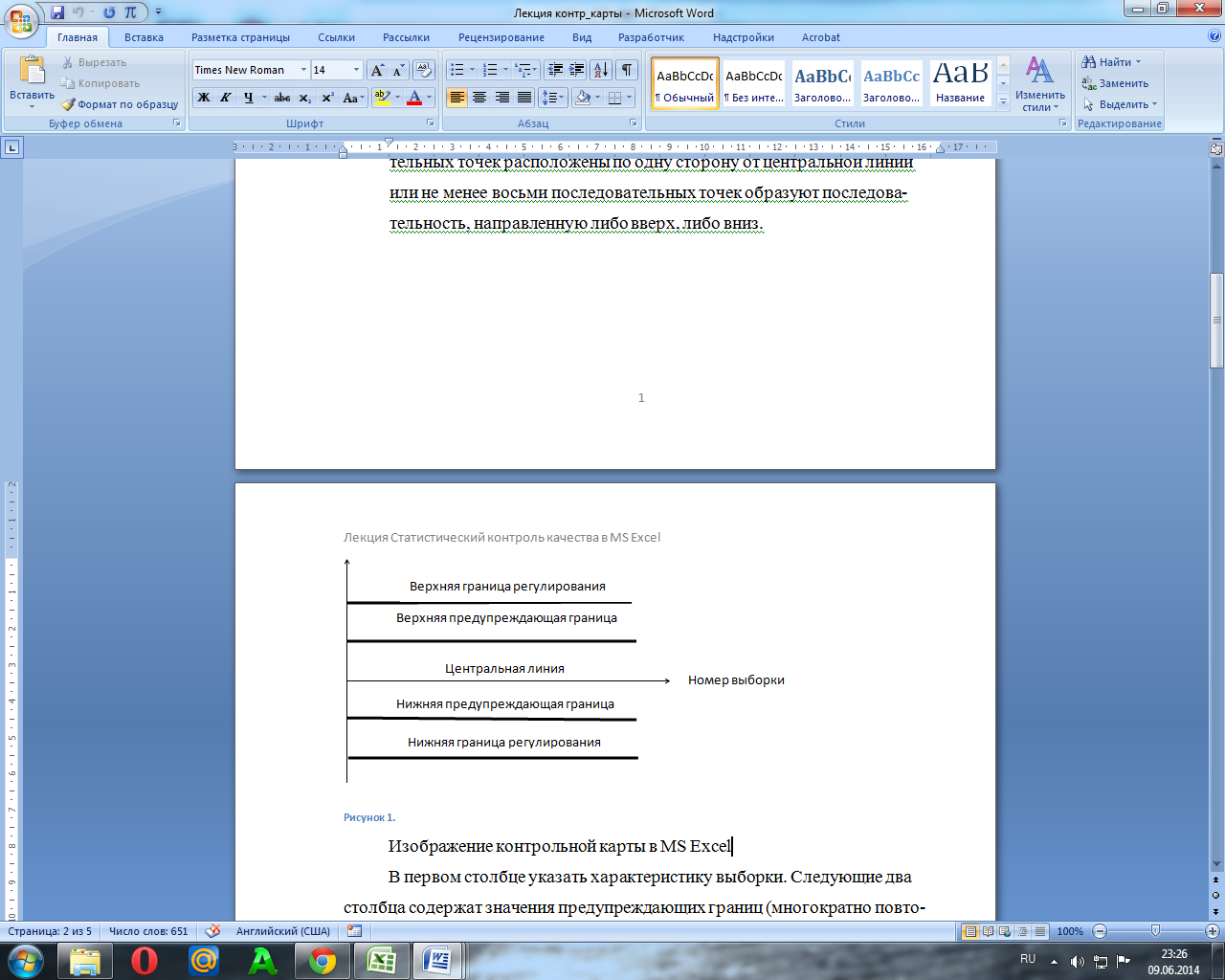
На контрольную карту наносят значения некоторой статистической характеристики, рассчитываемые по данным выборок в порядке их получения, верхнюю и нижнюю контрольные границы, верхнюю и нижнюю предупреждающие границы и центральную линию. Для расчёта границ и построения контрольной карты используют обычно 20...30 точек. По положению точек относительно границ судят об управляемости технологического процесса. 1. Если происходит выход за границы регулирования, то следует немедленная остановка процесса. Если мы находимся между предупреждающими границами, то процесс под контролем. 2. Если мы находимся между предупреждающей границей и границей регулирования, то надо немедленно произвести повторную выборку. Если и для повторной выборки мы вышли за предупреждающие границы, то следует немедленная остановка процесса. 3. Процесс не находится под контролем, если не менее восьми последовательных точек расположены по одну сторону от центральной линии или не менее восьми последовательных точек образуют последовательность, направленную либо вверх, либо вниз. Если процесс является управляемым (достигнута необходимая точность и стабильность), на контрольную карту продолжают наносить точки, но через 20...30 точек пересчитывают контрольные границы. Они должны совпадать с исходными границами. Если контрольная карта показывает, что процесс неконтролируемый, находят причины, которые приводят к появлению этих наблюдений и производят наладку. Используя контрольные карты проще обнаружить неконтролируемые процессы, кроме того, отпадает необходимость применения сложных статистических тестов. Именно это делает контрольную карту идеальным инструментом для использования непосредственно на рабочем месте, где требуется быстрые и простые методы. Контрольные карты могут быть двух типов: карты по количественным признакам (для непрерывных значений) и по качественным признакам (для дискретных значений). По количественным признакам используют в основном следующие контрольные карты: · карта средних арифметических значений ( · карта медиан ( · карта средних квадратичных отклонений (s-карта) · карта размахов (R-карта) · карта индивидуальных значений (x-карта) По качественным признакам (или по альтернативному признаку) различают следующие контрольные карты: · карта доли дефектной продукции (p-карта) · карта числа дефектных единиц продукции (pn-карта) · карта числа дефектов (c-карта) · карта числа дефектов на единицу продукции (u-карта) Наибольшее распространение получили контрольные карты среднего значения Контрольные карты средних арифметических технологического процесса при известных α и s Пример 1. Технологический процесс подчиняется нормальному распределению N(α,s), с математическим ожиданием α и стандартным отклонением s. Производится выборка объёма n. Центральная линия:α. Предупреждающие границы (верхняя и нижняя): Границы регулирования (верхняя и нижняя): Рассчитать данные для построения контрольной карты:
По значениям таблицы построить
Контрольные карты количественных признаков при неизвестных α и s Пример 2. Технологический процесс подчиняется нормальному распределению N(α,s), но α и s неизвестны. В этом случае строятся только границы регулирования. Производятся m выборок объёма n. Для каждой из них вычисляются средняя По полученным данным находим:
Для выборки объёмом n по специальной таблице определяются числа A, B и C. Центральная линия для средней:
Пример 3.На поточном производстве молока осуществляете контроль жирности молока. Каждые 15 минут производится проба жирности, и данные с датчиков заносятся в таблицу в режиме реального времени. Данные представлены в таблице.
Считается, что процесс выходит из-под контроля, если значение жирности молока выходит за контрольные пределы. Осуществить контроль качества этого процесса. Последовательность выполнения Введём данные в диапазон A1:B61. Построим контрольные карты индивидуальных значений и скользящих размахов. Вычислим скользящий размах. В ячейку C1 введём текст «Скользящий размах». В ячейку C2ввести формулу =B2-B3. Скопировать формулу вниз до ячейки C60. В ячейку D2 ввести формулу =ABS(C2) и скопировать её вниз до ячейки D60.
Рассчитаем контрольные границы. Коэффициенты: d2=1,128; E2=3/d2; D3=0; D4=3,257. Введём обозначения коэффициентов и их величины в диапазон I2:J4. Для вычисления границ и центральной линии введём следующие формулы:
Результаты расчётов показаны на рисунке. Для построения диаграмм создадим таблицы для индивидуальных значений и для скользящих размахов.
Построим диаграммы.
На x-карте все точки попадают в область внутри контрольных границ.
На контрольной карте скользящих размахов (R карте) видно, что все точки находятся ниже контрольной границы. Это значит, что жирность молока в процессе производства подчиняется требованиям статистического контроля. Контрольные карты качественных признаков. Наиболее распространенными для метода учета дефектов являются контроль качества доли дефектных единиц продукции, называемые р-картами и количества дефектов на единицу продукции, называемые с-картами. Понятие доли дефектных единиц продукции употребляется в том случае, когда имеется в виду доля дефектных единиц продукции в совокупности дефектных и годных единиц. Тогда р определяется следующим образом: р (доля дефектных единиц продукции) равно общему количеству обнаруженных дефектных изделий, деленному на общее количество проверенных изделий. Границы определяются по формулам: Центральная линия: р. Предупреждающие границы: Границы регулирования: Понятие количества дефектов на единицу продукции используется тогда, когда изделие не считается ни браком, ни годным, а определяется только количеством дефектов в изделии. Таким образом, с (количество дефектов на единицу продукции) равно общему количеству обнаруженных дефектов, деленному на общее количество проверенных изделий. Границы регулирования: Пример 4. Производиться 10 выборок объемом 1000. Оценить долю бракованных изделий в генеральной совокупности. Доля бракованных изделий р=11/1000=0,011. Определить границы и построить р-карту.
Пример 5. Выборка из 100 предметов выявила 200 дефектов. с=200/100=2. Определить границы регулирования и построить с-карту.
|



 -карта)
-карта) -карта)
-карта) и контрольные карты размаха R, которые используются совместно или раздельно.
и контрольные карты размаха R, которые используются совместно или раздельно. .
. .
.
 и размах
и размах  ,
,  .
.
 . Центральная линия для размаха:
. Центральная линия для размаха:  . Границы регулирования для средней:
. Границы регулирования для средней:  . Нижняя и верхняя границы регулирования для размаха
. Нижняя и верхняя границы регулирования для размаха  и
и  , соответственно.
, соответственно.





 .
. /
/
 .
.

