| ПОЗНАВАТЕЛЬНОЕ Сила воли ведет к действию, а позитивные действия формируют позитивное отношение Как определить диапазон голоса - ваш вокал Игровые автоматы с быстрым выводом Как самому избавиться от обидчивости Противоречивые взгляды на качества, присущие мужчинам Вкуснейший "Салат из свеклы с чесноком" Натюрморт и его изобразительные возможности Применение, как принимать мумие? Мумие для волос, лица, при переломах, при кровотечении и т.д. Как научиться брать на себя ответственность Зачем нужны границы в отношениях с детьми? Световозвращающие элементы на детской одежде Как победить свой возраст? Восемь уникальных способов, которые помогут достичь долголетия Классификация ожирения по ИМТ (ВОЗ) Глава 3. Завет мужчины с женщиной
Оси и плоскости тела человека - Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д.
| Расчёт потребностей сварочных материалов
Расчет режимов автоматической сварки. Расчет режимов сварки стыковых соединений. Расчёт режима сварки стыка стенки толщиной 12 мм а) Расчет режимов сварки начинается с задания требуемой глубины провара с одной стороны.
h = где S – толщина свариваемого металла
h =
Затем, определяется сварочный ток
Iсв =(80 ÷ 100) h, А
Имея в виду, что каждые 80 ÷ 100 А дают глубину провара 1мм.
Iсв = 90 ∙ 8 = 720 А
Скорость сварки устанавливается в зависимости от силы тока.
Vсв = Vсв =
Диаметр электрода определяется по формуле:
dэ=2 где
dэ=2 Конструктивно принимаем dэ=4мм
При Uд =38 В, Ψпр = 2,2
Определяем эффективную тепловую мощность дуги.
Qэф = 0.24∙ Iсв ∙ Uд ∙ η,
где η–эффективный КПД дуги, для автоматической сварки под флюсом η=0.8÷0.95 Qэф= 0,24∙ 720 ∙ 38 ∙ 0,9 = 5909,76
Фактическая глубина провара определяется по формуле:
h = 0,0156 где Qэф – эффективная тепловая мощность дуги, Vсв – скорость сварки (см/с)
h = 0,0156
Определяем площадь наплавленного металла.
Fн =
где Vсв – скорость сварки (см/ч) γ – удельный вес металла (для стали 7.8 г/см3) αн – коэффициент наплавки (г/А∙ч) Для постоянного тока обратной полярности αн = 11,6
Fн = Определяется ширина шва
е = Ψпр ∙ h е = 2,2 ∙ 8,25 = 18,15мм
Определяется высота усиления шва
q = q =
Определяется коэффициент формы валика
Ψв = Ψв =
Найдём перекрой сварного шва:
K = 2h – S, мм К = 2 ∙ 8,25 – 14 = 2,5 мм
Рисунок 2 – Сварное соединение С7 Аф ГОСТ 8713-79 Расчет режимов сварки стыковых соединений.
Расчёт режима сварки стыка стенки толщиной 18 мм а) Расчет режимов сварки начинается с задания требуемой глубины провара с одной стороны.
h = где S – толщина свариваемого металла
h =
Затем, определяется сварочный ток
Iсв =(80 ÷ 100) h, А
Имея в виду, что каждые 80 ÷ 100 А дают глубину провара 1мм.
Iсв = 80 ∙ 10 = 800 А
Скорость сварки устанавливается в зависимости от силы тока.
Vсв = Vсв =
Диаметр электрода определяется по формуле:
dэ=2 где
dэ=2 Конструктивно принимаем dэ=5мм
При Uд =32 В, Ψпр = 2,4
Определяем эффективную тепловую мощность дуги.
Qэф = 0.24∙ Iсв ∙ Uд ∙ η,
где η–эффективный КПД дуги, для автоматической сварки под флюсом η=0.8÷0.95 Qэф= 0,24∙ 800 ∙ 32 ∙ 0,9 = 5529,6
Фактическая глубина провара определяется по формуле:
h = 0,0156 где Qэф – эффективная тепловая мощность дуги, Vсв – скорость сварки (см/с)
h = 0,0156
Определяем площадь наплавленного металла.
Fн =
где Vсв – скорость сварки (см/ч) γ – удельный вес металла (для стали 7.8 г/см3) αн – коэффициент наплавки (г/А∙ч) Для постоянного тока обратной полярности αн = 11,6
Fн =
Определяется ширина шва
е = Ψпр ∙ h е = 2,4 ∙ 9,1 = 21,84мм
Определяется высота усиления шва
q = q =
Определяется коэффициент формы валика
Ψв = Ψв =
Найдём перекрой сварного шва:
K = 2h – S, мм К = 2 ∙ 9,1 – 18 = 1 мм
Рисунок 2 – Сварное соединение С29 Афф ГОСТ 8713-79 Расчет углового шва. Подбираем dэ = 4мм, при dэ = 4мм К =8мм, Затем, определяется площадь наплавленного металла.
Fн = Fн =
Сварочный ток
Iсв = Iсв =
По номограмме находим Uд и коэффициент формы провара.
Uд = 35 В, Ψпр = 2,8
Принимаем коэффициент наплавки αн = 12
Определим скорость сварки
Vсв = Vсв =
Определяем эффективную тепловую мощность дуги.
Qэф = 0.24∙ Iсв ∙ Uд ∙ η, Qэф = 0.24∙ 628 ∙ 35 ∙ 0.8 = 4220,16
Определяется глубина проплавления.
h = 0.0156 h = 0.0156
Ширина шва
е = h ∙ Ψпр , мм е = 6,6 ∙ 2,8 = 18,48 , мм
Определяется высота валика шва.
q = q =
Общая высота сварного шва.
Н = h + q , мм Н = 6,6 + 2,37= 8,97 мм
Глубина заполнения разделки углового шва.
Глубина провара
hпр = Н – hпр = 8,97 – 5,65 = 3,32 мм
Определяется коэффициент формы шва.
Ψ = Ψ =
Iкр = 350 + m ∙ Vсв Iкр = 350 + 7 ∙ 30,19 = 561,33 А
Соотношение тока сварочного и критического определяет.
Iсв > Iкр – шов выпуклый. Iсв < Iкр – шов вогнутый.
Iсв= 628 А > Iкр= 561,33 А
Шов выпуклый.
Рисунок 4 – Сварное соединение Т3 ГОСТ 3713-79
Расчёт потребностей сварочных материалов Определяем площадь наплавленного металла
Для двухстороннего стыкового шва толщиной 10 мм:
Fн = 0,75 ∙ е ∙ q ∙ 2, мм2 Fн = 0,75 ∙ 17,019 ∙ 1,94 ∙ 2 = 49,52 мм2 = 0,495 см2
Для двухстороннего стыкового шва толщиной 14 мм:
Fн = 0,75 ∙ 18,15 ∙ 2,4∙ 2 = 65,34 мм2 = 0,653 см2
Для углового шва с сечениями толщиной 10×14 мм:
Fн = K2 / 2 ± 0,75 ∙ e ∙ q, мм2 Fн = (82 / 2 + 0,75 ∙ 16 ∙ 2) = 56 мм2 = 0,56 см2
Определяем массу наплавленного металла
Gн = Fн ∙ Lш ∙ У, г
Где Fн – площадь наплавленного металла, в см2; Lш – длина шва, в см;
Для двухстороннего стыкового шва толщиной 10 мм:
Gн = 0,495 ∙ 35,6 ∙ 7,8 = 137,45 г = 0,137кг
Для двухстороннего стыкового шва толщиной 14 мм:
Gн = 0,653 ∙ 60 ∙ 7,8 = 305,6г = 0,306кг
Для углового шва с сечениями толщиной 10×14 мм:
Gн = 0,56 ∙ 613 ∙ 4 ∙ 7,8 = 10710,34 г = 10,710кг
∑G = 0,137 +0,306 + 10,710 = 11,153кг
Определяем необходимое количество сварочной проволоки для сварки под флюсом
Рпр = Кпр ∙ ∑G, кг
где Кпр – коэффициент для сварки под флюсом = 1,1
Рпр = 1,1 ∙ 11,153 = 12,27кг
Определяем необходимое количество флюса Рфл = Кф ∙ ∑G
где Кф =1,2
Рфл = 1,2 ∙ 11,153 = 13,38кг
Определим необходимое количество сварочной проволоки для сварки в защитном газе Находим площадь поперечного сечения угловых швов для катетов К=9,
F = K2 / 2 = 0,92/2 = 0,405см2
Находим длину угловых швов
LР = 18676мм = 1867,6 см LОФ = 13804мм = 1380,4 см
Определяем массу наплавленного металла
GР = F ∙ LР ∙ GОФ = F ∙ LОФ ∙ G = GР + GОФ = 5,827 + 4,307 = 10,134кг Определяем необходимое количество сварочной проволоки.
Рпр = Кпр ∙ G
где Кпр – коэффициент для сварки в смеси защитных газов Кпр = 1,05
Рпр = 1,05 ∙ 10,134 = 10,64кг
Определяем требуемое количество углекислого газа
Vr = t0 ∙ 60 ∙ КР
Где t0 – время горения дуги, ч КР – расход газа, л/мин
t0 = G/ αн ∙ Iсв , ч t0 = 10,134/(12 ∙ 330) = 0,003ч. Vr = 0,003 ∙ 60 ∙ 18 = 3,24 м3
|



 + (1 ÷ 3), мм
+ (1 ÷ 3), мм +2 = 8 мм
+2 = 8 мм ,
,  →
→  →
→ 
 = 34,722
= 34,722  = 3472,2
= 3472,2  = 0,96
= 0,96 
 , мм
, мм – плотность тока, А/мм2
– плотность тока, А/мм2 = 3,9 мм
= 3,9 мм

 ,см→ мм
,см→ мм = 0,825см = 8,25мм
= 0,825см = 8,25мм , см
, см 0,4 ,
0,4 , 
 = 0,319см2 = 31,9мм2
= 0,319см2 = 31,9мм2 , мм
, мм = 2,4мм
= 2,4мм
 = 7,56
= 7,56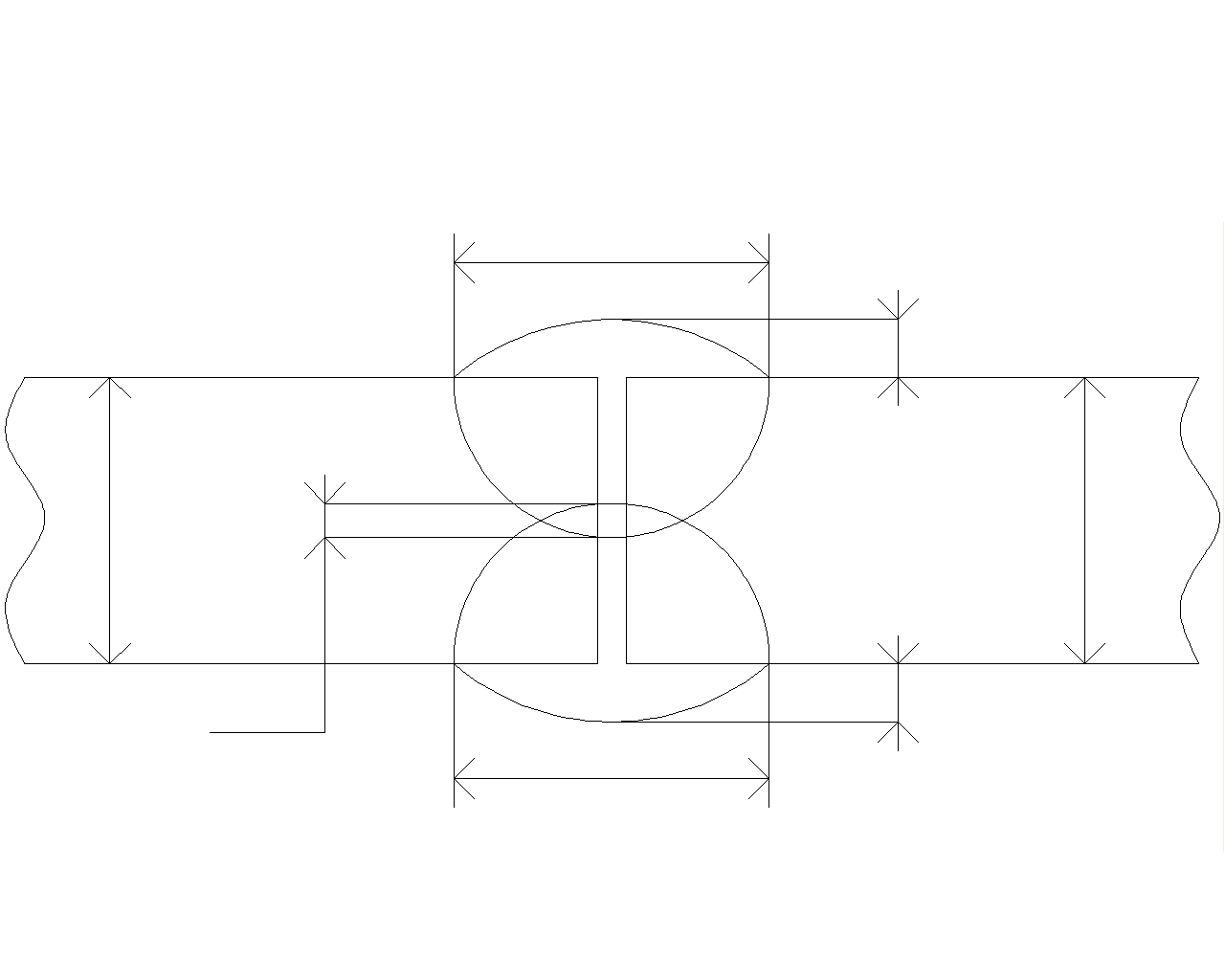
 +1 = 10 мм
+1 = 10 мм = 25
= 25  = 4,51 мм
= 4,51 мм = 0,91см = 9,1мм
= 0,91см = 9,1мм = 0,459см2 = 45,9мм2
= 0,459см2 = 45,9мм2 = 2,87мм
= 2,87мм = 7,6
= 7,6
 = 0,32см2 = 32мм2
= 0,32см2 = 32мм2 ∙
∙  ∙
∙  = 628 А
= 628 А
 ,
,  →
→  = 3019,2
= 3019,2  , мм
, мм = 0,66см = 6,6мм
= 0,66см = 6,6мм , мм
, мм = 2,37мм
= 2,37мм =
=  , мм
, мм = 5,65 мм
= 5,65 мм мм
мм = 2,06
= 2,06
 – плотность металла (для стали У = 7,8);
– плотность металла (для стали У = 7,8); = 0,4 ∙ 1867,6 ∙ 7,8 = 5827,22 г = 5,827кг
= 0,4 ∙ 1867,6 ∙ 7,8 = 5827,22 г = 5,827кг