| ПОЗНАВАТЕЛЬНОЕ Сила воли ведет к действию, а позитивные действия формируют позитивное отношение Как определить диапазон голоса - ваш вокал Игровые автоматы с быстрым выводом Как самому избавиться от обидчивости Противоречивые взгляды на качества, присущие мужчинам Вкуснейший "Салат из свеклы с чесноком" Натюрморт и его изобразительные возможности Применение, как принимать мумие? Мумие для волос, лица, при переломах, при кровотечении и т.д. Как научиться брать на себя ответственность Зачем нужны границы в отношениях с детьми? Световозвращающие элементы на детской одежде Как победить свой возраст? Восемь уникальных способов, которые помогут достичь долголетия Классификация ожирения по ИМТ (ВОЗ) Глава 3. Завет мужчины с женщиной
Оси и плоскости тела человека - Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д.
| Точечная и шовная контактные сварки 12
1. ЦЕЛЬ И ЗАДАЧИ РАБОТЫ Ознакомление с технологией точечной и шовной контактной сварки. 2. ТЕОРЕТИЧЕСКИЕ ПОЛОЖЕНИЯ Контактная сварка - это сварка с применением давления и теплоты, выделяющейся при прохождении электрического тока через находящиеся в контакте соединяемые элементы детали или изделия. 2.1. Физическая сущность процесса контактной сварки Согласно ГОСТ 19521-74 контактная сварка по виду энергии, используемой для образования сварного соединения относится к термомеханическому классу. Для осуществления контактной сварки необходимы два вида энергии: - теплота; - давление. 2.1.1. Теплота в процессе контактной сварки Количество теплоты, необходимое для осуществления контактной сварки, определяют по закону Джоуля-Ленца: Q = I2 R T, где Q - количество теплоты, Дж; I - сила сварочного тока, А; R - полное сопротивление участка сварочной цепи, в котором происходит выделение теплоты, Ом; Т - время прохождения электрического тока, время нагрева, с. Полное сопротивление сварочной цепи: R = Rдд + Rмд + Rэд, где Rдд - сопротивление контакта между свариваемыми элементами детали или изделия, Ом; Rмд - сопротивление материала свариваемой детали на участке прохождения электрического тока, Ом ; Rэд – сопротивление контакта между токопроводящими электродами и свариваемыми элементами детали или изделия, Ом. Основными источниками теплоты являются сопротивления Rдд и Rмд. Теплота, выделяемая сопротивлением Rэд, в значительной степени отводится токоподводящими электродами. Однако сумма сопротивлений Rдд и Rмдвесьма незначительнаи обычно не превышает 0,005...0,1 Ом. Для интенсификации процесса сварки сварочный ток используют весьма большой силы: 1...50кА, а время его действия назначают небольшим: секунды и доли секунд. Другой способ интенсификации нагрева, которым очень часто пользуются на практике, заключается в искусственном поддержании неплотного контакта между свариваемыми элементами. При этом контактное сопротивление Rдд достигает очень больших значений, что приводит к ускоренному выделению очень большого количества теплоты в месте контакта соединяемых элементов друг с другом. Температура в зоне контакта свариваемых элементов друг с другом достигает больших значений. Свариваемый металл плавится и даже кипит. Металл околошовной зоны нагревается за счёт теплопроводности. 2.1.2. Давление в процессе контактной сварки Помимо теплоты в процессе контактной сварки необходимо создать соответствующее давление для плотного соприкосновения элементов свариваемой детали, чтобы возникли межатомные силы оцепления. Величина давления зависит от пластических свойств материала свариваемой детали, от способа соединения и размеров элементов детали. Удельное давление при контактной сварке составляет 1...100МПа. 2.2. Виды контактной сварки Основными видами контактной сварки являются: - стыковая; - точечная; - шовная. Разнообразие видов контактной сварки предопределено конструктивными особенностями свариваемых деталей и изделий. 2.2.1. Точечная контактная сварка Точечная контактная сварка - это сварка, при которой соединение свариваемых элементов детали или изделия происходят в отдельных точках (рис. 1).
Рис. 1. Схема точечной контактной сварки
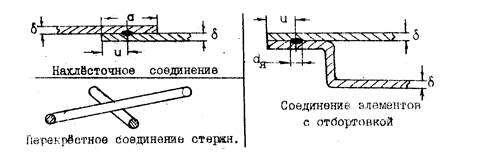
При точечной контактной сварке свариваемые элементы детали или изделия собирают внахлёстку, устанавливают и зажимают между электродами сварочной машины. Электроды для точечной сварки представляют собой цилиндрические стержни с конической или сферической рабочей поверхностью, изготавливаемые из меди или её сплавов. Электрический ток от сварочного трансформатора через электроды подаётся к свариваемым элементам. Наибольшее количество теплоты выделяется в контакте между свариваемыми элементами. В месте контакта металл расплавляется, образуя литое ядро. Прилежащие к ядру слои металла нагреваются до пластического состояния и, деформируясь под действием сжимающего усилия электродов, препятствуют вытеканию жидкого металла из ядра. Конструктивное оформление сварных соединений, выполняемых точечной сваркой, регламентирует ГОСТ 15878-79. Точечной контактной сваркой можно сваривать изделия из листов и прутков, собранных внахлёстку (рис. 2).
Рис.2. Некоторые типы сварных соединений при точечной контактной сварке
2.2.2. Шовная контактная сварка Шовная контактная сварка - это сварка, при которой соединение свариваемых элементов детали или изделия осуществляется сплошным рядом сварных точек, перекрывающих друг друга примерно на 1/3. Шовная сварка во многом подобна точечной,но отличается от ней тем, что в качестве электродов используютвращающиеся ролики(рис. 3).
Рис. 3. Схема шовной сварки При шовной сварке так же, как и при точечной, свариваемые элементы собирают внахлёстку, устанавливают и зажимают между роликами, а затем включают электрический ток. Электрический ток от сварочного трансформатора черезвращающиеся ролики - электроды подаётся к свариваемым элементам изделия. Свариваемые элементы перемещается между вращающимися роликами и образуется сплошной ряд сварных точек - сварной шов. Виды сварных соединений при точечной и шовной сварках одинаковы (рис. 2), но шовную сварку применяют в случаях: - обеспечения большой прочности сварного шва; - обеспечения герметичности сварного соединения. Шовную сварку можно осуществлять двумя методами: - с непрерывной подачей электрического тока; - с прерывистой подачей электрического тока. Шовная сварка с непрерывной подачей электрического тока отличается неустойчивостью процесса. Шовная сварка с прерывистой (импульсной) подачей электрического тока обеспечивает образование отдельных сварных точек, перекрывающих друг друга. 2.3. Режим точечной и шовной контактной сварки Основные параметры режима точечной и шовной контактной сварки: I - сила сварочного тока, А; Р - усилие сжатия, Н; t - длительность нагрева или время действия тока, с. На параметры режима точечной и шовной контактной сварки оказывают влияние: - физико-механические характеристики свариваемого материала; - размеры свариваемых элементов детали или изделия; - разновидности режима. 2.3.1. Расчётные зависимости для определения основных параметров режима точечной и шовной контактной сварки Сила сварочного тока I = i*F где I - сила сварочного тока. А; i - плотность тока, А/мм2 ; F- площадь сечения, через которое проходит электрический ток, мм2. Усилие сжатия Рсж = Рсж*F, где Рсж - усилие сжатия, Н; Рсж - давление сжатия, МПа или МН/м2; F- площадь свариваемого сечения, м2. Время нагрева иливремя действия электрического тока находится в обратной пропорциональной зависимости от силы тока: чем больше сила сварочного тока, тем меньше время, затрачиваемое на нагрев свариваемых элементов, тем выше производительность сварки. Разновидности режима точечной и шовной контактной сварка в зависимости от соотношения I и t: - жёсткий; - средний; - мягкий. Режим точечной и шовной контактной сварки назначает по методике приложения 1; данные для назначения режима сварки в приложении 2 и 3. 3. ОБЪЕКТЫ ИССЛЕДОВАНИЯ, ОБОРУДОВАНИЕ, ИНСТРУМЕНТЫ, МАТЕРИАЛЫ 3.1. Машины для точечной и шовной контактной сварки. 3.2. Образцы для точечной и шовной контактной сварки. 3.3. Плакаты. 3.4. Кинопроектор.
4. ЗАДАНИЕ НА РАБОТУ 4.1. Усвоить сущность контактной сварки как сварки термомеханического класса. 4.2. Освоить технологию точечной и шовной контактной сварки. 4.3. Усвоить принцип расчёта режима сварки и выбора оборудования. 5. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ 5.1. Ознакомиться с описанием работы. 5.2. Ознакомиться с видами сварных соединений, полученных точечной и шовной контактными сварками. 5.3. Ознакомиться с устройством и принципом работы сварочных машин для точечной и шовной контактной сварки. 5.4. Произвести зачистку, сборку, закрепление на машине и сварку соединяемых образцов. 5.5. Назначить режим точечной или шовной (по указанию преподавателя) контактной сварки. Методика и рекомендации по выбору режима сварки приведены в приложении 1 и 2. 5.6. Подобрать сварочную машину по результатам расчётарежимасварки. Техническая характеристика машин для контактной сварки приведена в приложении 3. 5.7. Результаты расчета режима сварки и выбора сварочной машины занести в таблицу. Таблица Результата расчета режима и выбора сварочной машины при точечной и шовной контактной сварке
5.6. Ответить на контрольные вопросы. 6. ОФОРМЛЕНИЕ ОТЧЕТА Отчетпо данной лабораторной работе должен содержать: 6.1. Цель и задачи работы. 6.2. Определение сущности контактной сварки с кратким описанием видов энергии для её осуществления. 6.3. Схему и краткое описание точечной или шовной контактной сварки по указанию преподавателя. 6.4. Расчетные зависимости для определения основных параметров режимаконтактной сварки. 6.5. Таблицу с результатами расчета режима и выбора сварочной машины. 6.6. Ответы на контрольные вопросы. 7. КОНТРОЛЬНЫЕВОПРОСЫ 7.1. Конструктивные особенности изделий, получаемых точечной и шовной контактной сваркой. 7.2. Какие факторы определяют выбор режима контактной сварки: - жёсткого? - среднего? - мягкого? 8. БИБЛИОГРАФИЧЕСКИЙ СПИСОК 1. Алексеев Е.К., Мельник В.И. Сварка в промышленном строительстве. – М.: Стройиздат, 1977.-360 с. 2. Кабанов Н.С. Сварка на контактных машинах. - М.: Высшая школа, 1979.-215 с. 3. Сварка и резка в промышленном строительстве: Справочник/ Под. ред. Б.Д. Малышева.-М.: Стройиздат, 1977. -780 с. 4. Аксельрод Ф.А., Зайцев М.П. Контактная сварка. - М.: Профтехиздат, 1962. - 464 с. ПРИЛОЖЕНИЯ Приложение 1 Методика назначения режима точечной и шовной контактной сварки Назначать режим точечной и шовной контактной сварке рекомендуется в следующей последовательности. 1. Определитьвид свариваемого материала. 2. Определить размеры свариваемых элементов: d ,мм. 3. Назначить вид сварки: точечная или шовная, учитывая конструктивные особенности свариваемого изделия, назначенного преподавателем (приложение 4). Шовную сварку применяют в тех случаях, когда необходимы: - высокая прочность сварного шва; - герметичность сварного соединения. 4. Определить размеры сварного шва. При точечной сварке размером сварного шва считают диаметр литого ядра сварной точки: dя = 2,5…4d, где dя - диаметр литого ядра сварной точки,мм; d - толщина свариваемого элемента, мм. При шовной сварке размером сварного шва считают ширину шва, которую определяют как диаметр литого ядра, так как процесс образования сварного шва при шовной сварке одинаков с процессом образования сварной точки при точечной сварке: dя = 3…4,5d, где dя - ширина шва,мм; d - толщина свариваемого элемента,мм. 5. Определить размещение сварного шва. Обычноразмещение сварного шва определяют, исходя из расчета прочности сварного соединения, но можно использовать и следующие зависимости(см. рис.2 и приложение 4). А = 2,5…3dя- нахлестка при однорядном шве,мм; u = 1,2…1,5 dя- расстояние от края свариваемого элемента до центра сварной точки,мм; Iт = 3,5…4dя - расстояние между точками при точечной контактной сварке,мм; Iш = 2….2,5dя - шаг при шовной сварке, обеспечивающий получение прочно-плотного шва, мм. 6. Определить площадь сечения, через которое проходит электрический ток:
где F - площадь сечения, через которое проходит электрический ток, мм; dр - расчетный диаметр точки,мм. При точечной контактной сварке dр = 1,15…1,2 dя. При шовной контактной сварке dр = 1,3…1,4 dя. 7. Выбрать режим контактной сварки: жесткий на мягкий. Обычно низкоуглеродистые стали толщиной до 5 ммсваривают как при жестком, так и при мягком режиме, а при толщине металла больше 5 мм сваривают преимущественно при мягком режиме. Самозакаливающиеся стали свариваютпримягком режиме, а нержавеющие стали - при жестком. Цветные металлы и их сплавы обычно сваривают при жестком режиме. 8. Определить силу сварочного тока в зависимости от выбранного режима сварки, используя данные приложения 2: I=i*F. где I - сила сварочного тока, А; i - плотность тока, А/мм2 ; F - площадь сечения, через которое проходит электрический ток, мм2 При шовной сварке шунтирование сварочного тока - замыкание на ранее сваренные точки - больше, чем при точечной сварке. Поэтому плотность тока при шовной сварке следует назначать на 20…40% больше, чем при точечной. 9. Определить усилие сжатия, используя данные приложения 2: Рсж = Рсж*F, где Рcж - усилие сжатия, Н; Рсж - удельное давление сжатия, МПа или МН/м2; F - площадь свариваемого сечения - площадь сечения, через которое проходит электрический ток, м2. 10. Определить ориентировочно длительность нагрева, используя данные приложения 2. При точечной сварке время нагрева равно времени сварки. При импульсной шовной сварке время сварки складывается из времени действия тока - времени нагрева- и времени пауз. Время пауз равно или больше времени действия тока в 2…2,5 раза. 11. Выбрать тип сварочной машины в зависимости от выбранного вида сварки и на основании расчетов I и Рсж, используя данные приложения 3. Приложение 2 Ориентировочные режимы точечной и шовной контактной сварки изделий из низкоуглеродистой стали
Приложение 3 Техническая характеристика машин для точечной и шовной контактной сварки
Маркировка сварочных машин для контактной сварки предусматривает буквенное и цифровое обозначения. Буквы обозначают: М – машина; Т – точечная; Ш – шовная. Цифры обозначают: - первые две цифры – номинальный сварочный ток, кА; - вторые две цифры – номер модели машины.
12 |





 ,
,