| ПОЗНАВАТЕЛЬНОЕ Сила воли ведет к действию, а позитивные действия формируют позитивное отношение Как определить диапазон голоса - ваш вокал Игровые автоматы с быстрым выводом Как самому избавиться от обидчивости Противоречивые взгляды на качества, присущие мужчинам Вкуснейший "Салат из свеклы с чесноком" Натюрморт и его изобразительные возможности Применение, как принимать мумие? Мумие для волос, лица, при переломах, при кровотечении и т.д. Как научиться брать на себя ответственность Зачем нужны границы в отношениях с детьми? Световозвращающие элементы на детской одежде Как победить свой возраст? Восемь уникальных способов, которые помогут достичь долголетия Классификация ожирения по ИМТ (ВОЗ) Глава 3. Завет мужчины с женщиной
Оси и плоскости тела человека - Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д.
| Методы обнаружения внутренних дефектов
Для обнаружения внутренних дефектов сварного соединения – пор, трещин, непровара, вольфрамовых и шлаковых включений и др. (рис. 2.5) – используются различные виды неразрушающего контроля, основанные на известных физических явлениях, из которых в строительстве наиболее часто применяют радиографический контроль (рентгено- и гаммаграфирование), ультразвуковая и магнитная дефектоскопия. Все эти, так называемые физические, методы различны по чувствительности к форме, положению в шве и размерам дефектов; по виду документального подтверждения наличия или отсутствия дефекта, а также по мобильности, трудоемкости и стоимости выполнения операций контроля.
Рис. 2.6. Принципиальные схемы радиационной дефектоскопии а – принцип радиографического контроля;
1) Радиографический контроль (или радиационная дефектоскопия) (ДСТУ EN 12517-2002) основан на использовании ионизирующего излучения для получения изображения внутренней структуры сварного соединения (рис. 2.6, а). Интенсивность излучения, прошедшего сквозь контролируемое изделие, меняется в зависимости от плотности материала и толщины изделия. При просвечивании в качестве детектора для фиксации лучей к обратной стороне изделия прикладывают чувствительные фотопластину, фотобумагу или селеновую пластину. Применяют радиационную дефектоскопию для выявления в сварных соединениях внутренних дефектов: трещин, непроваров, пор, усадочных раковин, шлаковых, оксидных, вольфрамовых и других включений. Один из недостатков этого метода – ненадежное выявление микротрещин, некоторых видов пор, непроваров и включений. Рентгенографический метод контроля сварных соединений (ГОСТ 7512-82) – один из наиболее совершенных для контроля – позволяет контролировать сталь толщиной до 100 мм. Принципиальная схема представлена на рис. 2.6, б: рентгеновские лучи из рентгенаппарата, проходя через сварное соединение, воздействует на фотопластину, размещенную в кассете. Для контроля качества сварных швов принимают стационарные рентгенаппараты и (реже) переносные. Типы отечественных аппаратов: РУП, РАП, МИРА, ПИР и др.; зарубежных: Макротанк, Суперлилипут, Эреско, Изовольт и др. Исследования проводят операторы, имеющие соответствующую лицензию. Гамма-дефектоскопия (ГОСТ 23055-78*). Для контроля сварных соединений в труднодоступных местах, в условиях монтажной площадки, при отсутствии источников электропитания применяют гамма-дефектоскопию с использованием излучения γ-лучей искусственными радиоизотопами: кобальт-60, цезий-137; селен-75, иридий-192, тулий-170. Источник излучения выбирают в зависимости от толщины и плотности материала, возможной, технологии контроля. Например, для стали толщиной до 15 мм используют тулий-170; при толщине металла 30-60 и более – кобальт-60. Принципиальная схема испытаний с использованием γ-излучения даны на рис. 2.7.
Рис. 2.7. Просвечивание γ-лучами сварных соединений а – принципиальная схема; б – контроль стыковых соединений; в, г, д – контроль нахлесточных, угловых и тавровых соединений; е – контроль стыковых соединений труб
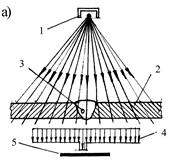
В настоящее время используют гамма-аппараты: «Гаммарид», РИД, «Магистраль» и др. 2) Ультразвуковой метод контроля качества сварных соединений (ГОСТ 14782-86) основан на отражении направленного пучка высокочастотных звуковых колебаний (0,8-2,5 МГц) от металла сварного шва и существующих в нем дефектов в виде несплошностей. Получают ультрозвуковые волны с помощью пьезоэлектрических пластин из кварца или титанита бария, которые устанавливают в держателе-щупе. Отраженные колебания улавливаются искателем, преобразуются в электрические импульсы, передаются на усилитель и далее на индикатор (рис. 2.8).
1 – дефект - трещина; 2 – усилитель отраженных сигналов; 3 – высокочастотный генератор электрических импульсов; 4 – щуп с пьезодатчиком; 5 – направление введенного
Рис. 2.8. Схема ультразвукового контроля качества сварных соединений а – принцип эхоимпульсного метода; б – общий вид дефектоскопа;
Для обеспечения акустического контакта пьезоискателя поверхность металла в месте контроля укрывают слоем масел, технического вазелина или гелей. Граничная чувствительность при толщине металла: до 10 мм – 0,2-2,5 мм2; с 10 до 50 мм – 2-7 мм2; с 50 до 150 мм – 3,5-15 мм2. Метод весьма мобилен, надежность зависит от квалификации оператора. Применяют дефектоскопы: УДМ-1, УДМ-3, ДУК-13-ИМ, ДУК-66П и др. 3) Магнитографический контроль (ГОСТ25225-82) базируется на выявлении полей рассеивания, образующихся в местах дефектов при намагничивании контролируемых изделий, которые фиксируются на эластичной магнитной ленте, плотно прижимаемой к поверхности металла (рис. 2.9).Этим методом выявляют: поверхностные микротрещины, непровары, поры и шлаковые включения глубиной до 2-7% на металле толщиной 4-12 мм и внутренние дефекты.
1 – сварное соединение; 2 – дефект; 3 – магнитный поток; 4 – электромагнит;
Рис. 2.9. Магнитографический контроль качества сварных соединений
а – схема распределения магнитного потока в сварном соединении;
Применяют для контроля сварных соединений дефектоскопы типов: МДУ-1, МДУ-24, МД-11 и др.
|