| ПОЗНАВАТЕЛЬНОЕ Сила воли ведет к действию, а позитивные действия формируют позитивное отношение Как определить диапазон голоса - ваш вокал Игровые автоматы с быстрым выводом Как самому избавиться от обидчивости Противоречивые взгляды на качества, присущие мужчинам Вкуснейший "Салат из свеклы с чесноком" Натюрморт и его изобразительные возможности Применение, как принимать мумие? Мумие для волос, лица, при переломах, при кровотечении и т.д. Как научиться брать на себя ответственность Зачем нужны границы в отношениях с детьми? Световозвращающие элементы на детской одежде Как победить свой возраст? Восемь уникальных способов, которые помогут достичь долголетия Классификация ожирения по ИМТ (ВОЗ) Глава 3. Завет мужчины с женщиной
Оси и плоскости тела человека - Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д.
| Время рабочего процесса в пескострельной машине примерно в 10 раз меньше, чем в пескодувной, и составляет 0,1—0,2 с. Это главное отличие пескодувного процесса от пескострельного.
КЛАССИФИКАЦИЯ ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ, ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ ПЕСКОДУВНЫМ СПОСОБОМ Для изготовления стержней применяют машины: пескодувные (пескострельные); встряхивающие; вибропрессовые; прессовые; пескометы; мундштучные. Для изготовления стержней наиболее широко распространено применение пескодувных (пескострельных) машин, в которых заполнение стержневого ящика и уплотнение смеси осуществляются сжатым воздухом. Поскольку теория и расчет встряхивающих машин и пескометов для изготовления стержней в принципе не отличаются от расчета соответствующих формовочных машин, рассмотренных выше, то настоящая глава посвящена изучению только пескодувных (пескострельных) машин. Как пескодувная, так и пескострельная стержневая машина имеет практически одни и те же основные узлы, кроме рабочих резервуаров.

В пескодувном резервуаре 1(рис. 1) сжатый воздух подводится к верхней или боковой поверхности столба загружаемой смеси. Для разрыхления смеси в процессе надува и разрушения образующихся кратеров в случае применения смесей повышенной прочности в сыром состоянии в корпус резервуара встраивают приводные мешалки 2. Надувная плита 3 плоская, с одним или несколькими выходными отверстиями. После надува воздух из стержневого ящика 4уходит через специальные щелеобразные устройства, пропускающие воздух и задерживающие смесь, — венты 5 — в атмосферу (верхняя вентиляция). Венты встраивают и в стержневом ящике (нижняя вентиляция). Для пескодувных машин используют стержневую смесь с пределом прочности во влажном состоянии 8—10 кПа. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ ПЕСКОСТРЕЛЬНЫМ СПОСОБОМ На рис. 3 показан пескострельный полуавтомат для изготовления стержней массой 1-6 кг. Основные узлы машины: рабочий резервуар 3, траверса 2, насадка с вдувной плитой 4, стол 5 с гидроцилиндром для зажима стержневого ящика, ресивер 7, бункер / с питателем, станина 6.
Как и в пескодувном резервуаре, надувная плита 10является универсальной и, помимо отверстий для надува смеси, имеет вентиляционные отверстия 11 для отвода воздуха.
После подачи смеси в резервуар 3 из бункера 5шибер 4закрывается, а клапан дутья 7 открывается. При этом большая порция сжатого воздуха мгновенно перетекает из ресивера 8в рабочий резервуар и своим давлением выталкивает дозу смеси через вдувное отверстие в стержневой ящик 13. Отработанный воздух через венты 12, расположенные в ящике, и отверстия 11в надувной плите уходит в атмосферу. Как в пескодувной машине, так и в пескострельной в период надува смеси стержневой ящик 13 должен быть прижат к надувной плите силой Р, в 1,5—2 раза превышающей силу давления воздуха на стержневой ящик. Таким образом, в конструкции пескострельной машины в отличие от пескодувной предусмотрены: высокая гильза с вертикальными прорезями для прохода воздуха; впускной быстродействующий клапан и выпускное отверстие, имеющее большое поперечное сечение; встроенный ресивер. Благодаря этим конструктивным особенностям обеспечивается чрезвычайно высокая скорость пескострельного процесса по сравнению с пескодувным. Рабочий процесс в пескодувном или пескострельном резервуаре состоит в истечении загруженной в гильзу смеси через выдувное отверстие и последующем формировании стержня в стержневом ящике. Истечение смеси из резервуара происходит в результате перепада давлений,' возникающих при фильтровании сжатого воздуха через смесь в гильзе. Оптимальным считают режим истечения смеси при неизменной ее плотности, поскольку в этом случае обеспечивается непрерывное истечение смеси и более медленное снижение давления воздуха в процессе надува, что позволяет получить стержень максимальной плотности. Время рабочего процесса в пескострельной машине примерно в 10 раз меньше, чем в пескодувной, и составляет 0,1—0,2 с. Это главное отличие пескодувного процесса от пескострельного. Процесс уплотнения стержней пескодувным (пескострельным) способом включает два этапа: заполнение стержневого ящика с предварительным уплотнением смеси под действием кинетической энергии струи и перепада давлений и уплотнение смеси путем выдавливания прессующего кома из насадки в стержневой ящик, которое происходит вследствие разности давлений в рабочем резервуаре и ящике. В течение первого этапа пескострельный резервуар практически служит питателем, причем питание стержневого ящика сопровождается некоторым уплотнением смеси. Истечение смеси через насадку начинается через 0,02—0,06 с после открытия надувного клапана, когда давление сжатого воздуха над столбом смеси составляет лишь 40—50 кПа. Предварительное заполнение ящика заканчивается до достижения максимального давления воздуха. Следовательно, ударное действие сжатого воздуха на столб смеси крайне мало. Фильтрация воздуха через стержень в период заполнения ящика, вследствие перепада давлений, является основным фактором, обеспечивающим требуемое уплотнение стержня. В течение второго этапа формирования стержня происходит выдавливание дополнительной порции смеси из насадки в предварительно заполненный стержневой ящик.Смесь, поступающая в ящик, принимает форму кома, прессующего как лежащие ниже слои смеси, так и боковые. Объем кома тем больше, чем больше начальное давление сжатого воздуха в ресивере и чем медленнее оно снижается в процессе истечения смеси. Плотность стержня зависит от конструктивных параметров машины: вместимости ресивера, площади сечения надувного клапана, размеров прорезей в гильзе, размеров выходных и вентиляционных отверстий, размеров гильзы и стержневого ящика. Большое значение имеют также состав и свойства надуваемой смеси. Для пескодувных машин используют стержневую смесь с пределом прочности во влажном состоянии 8—10 кПа.Наличиев пескострельных машинах выходных отверстий большой площади дает возможность применять стержневые смеси более высокой прочности (до 50 кПа). Исходный параметр при проектировании пескострельных машин — заданная масса стержня. |



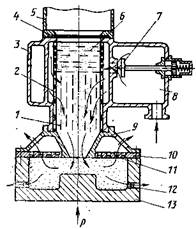 В пескострельном резервуаре 3(рис. 2) имеется гильза 2 с узкими вертикальными прорезями 1 в ее нижней части и горизонтальными прорезями 6в верхней, через которые поступает сжатый воздух. Нижняя часть резервуара представляет собой коническую насадку 9 с профильным выходным отверстием (круглым, щелевым, крестообразным и др.) значительных размеров.
В пескострельном резервуаре 3(рис. 2) имеется гильза 2 с узкими вертикальными прорезями 1 в ее нижней части и горизонтальными прорезями 6в верхней, через которые поступает сжатый воздух. Нижняя часть резервуара представляет собой коническую насадку 9 с профильным выходным отверстием (круглым, щелевым, крестообразным и др.) значительных размеров.