| ПОЗНАВАТЕЛЬНОЕ Сила воли ведет к действию, а позитивные действия формируют позитивное отношение Как определить диапазон голоса - ваш вокал Игровые автоматы с быстрым выводом Как самому избавиться от обидчивости Противоречивые взгляды на качества, присущие мужчинам Вкуснейший "Салат из свеклы с чесноком" Натюрморт и его изобразительные возможности Применение, как принимать мумие? Мумие для волос, лица, при переломах, при кровотечении и т.д. Как научиться брать на себя ответственность Зачем нужны границы в отношениях с детьми? Световозвращающие элементы на детской одежде Как победить свой возраст? Восемь уникальных способов, которые помогут достичь долголетия Классификация ожирения по ИМТ (ВОЗ) Глава 3. Завет мужчины с женщиной
Оси и плоскости тела человека - Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д.
| КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ И ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЦАНГОВЫХ РАЗЖИМНЫХ ОПРАВОК.
Федеральное агентство по образованию Московский Государственный Машиностроительный Университет “МАМИ”
Кафедра «Технология машиностроения» Отчет по лабораторной работе №4 «СИЛОВОЙ РАСЧЕТ И ИССЛЕДОВАНИЕ УСЛОВИЙ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ НА РАЗЖИМНЫХ ОПРАВКАХ» Группа : 8-МТк-4 Студент: Брижитенко И.В. Преподаватель: проф. к.т.н. Булавин И. А.
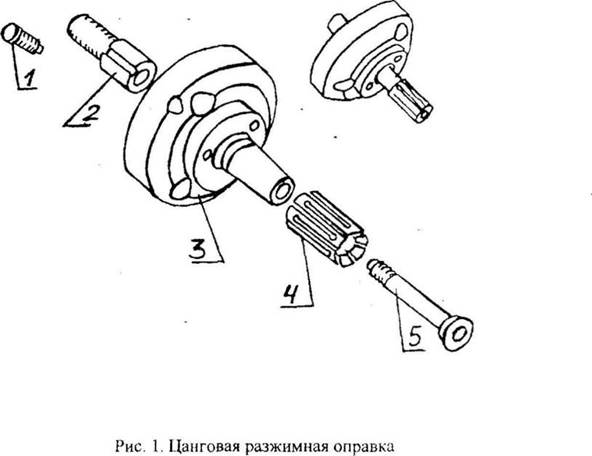
Москва 2012 СИЛОВОЙ РАСЧЕТ И ИССЛЕДОВАНИЕ УСЛОВИЙ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ НА РАЗЖИМНЫХ ОПРАВКАХ. Целью данной работы является приобретение студентами практических навыков по проектированию технологической оснастки с цанговыми разжимными оправками. ЗАДАЧИ РАБОТЫ. 1. Изучить устройство и принцип действия цанговой разжимной оправки 2. Изучить исходные данные и методику силового расчета цанговой разжимной оправки. 3. Определить расчетным и экспериментальным путем влияние диаметрального зазора между оправкой и отверстием детали на силу закрепления, исходную силу от привода и момент затяжки гайки на хвостовике штока. Сделать выводы по данной работе. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ И ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЦАНГОВЫХ РАЗЖИМНЫХ ОПРАВОК. Цанговые зажимные механизмы предназначены для установки и закрепления по обработанным внутренним и наружным цилиндрическим поверхностям и другим профилям деталей типа валов, втулок, гильз, колец, дисков и др. при обработке на токарных, шлифовальных, зуборезных станках, главным образом на финишных операциях. Цанги обеспечивают высокую точность центрирования обрабатываемых деталей вследствие использования для закрепления упруго деформируемых зажимных элементов, объединенных в одну деталь и перемещающихся при закреплении в пределах упругих деформаций, ограниченных величиной исходного радиального зазора между цангой и поверхностью закрепляемой детали. Упруго деформируемые зажимные элементы называют лепестками цанги. Лепестки цанги образованы продольными прорезями и представляют консольно закрепленную балку, которая получает радиальные упругие перемещения при продольном движении самой цанги или штока за счет взаимодействия с конусами в корпусе или на штоке. Перемещение всех лепестков цанги происходит одновременно, что обеспечивает свойство самоцентрирования. Для обеспечения работоспособности цанги деформация ее лепестков не должна выходить за пределы упругой зоны. Это требует повышенной точности базового диаметра обрабатываемой детали, который должен быть выполнен не грубее 9-го квалитета Цанги изготавливают из инструментальных сталей У8А, У10А, а также легированных сталей 65Г, 15ХА, 12ХНЗА. Рабочую часть закаливают до твердости 55 ... 62 НRС. Хвостовую часть подвергают отпуску до твердости 30 ... 40 НRС. Точность центрирования при установке деталей в цанге или на разжимной оправке обусловлена погрешностью, не превышающей 0.05 ... 0.08 мм. Каждый лепесток цанги можно рассматривать как клин одностороннего действия, для которого справедлива формула клина: В данной лабораторной работе изучаются устройство, принцип действия и методика расчета основных конструктивных и силовых параметров шпиндельных разжимных оправок фланцевого типа с механизированным приводом и установкой цанги на конусе оправки (рис 1.).
Данные оправки предназначены для базирования и закрепления по внутренней поверхности типа "фланец", "зубчатое колесо", ''втулка", "стакан", при обработке наружных цилиндрических поверхностей на токарных и шлифовальных станках с ЧПУ в условиях массового и серийного производства. Оправку устанавливают и закрепляют на фланце шпинделя станка. Резьбовая втулка 2 соединяется с тягой штока поршня пневмо - или гидроцилиндра, установленного на заднем конце шпинделя станка. Заготовку устанавливают на цангу 4 до упора в буртик корпуса 3 оправки. Заготовка закрепляется пневмо - или гидроприводом. При этом цанга 4, перемещаясь по конусной поверхности оправки винтом 5, ввинченным во втулку 2, соединенную тягой со штоком поршня пневмо - или гидроцилиндра, зажимает заготовку Винт 1 препятствует вращению втулки 2 в корпусе 3. Для разжима заготовки переключают кран управления, в результате чего поршень цилиндра перемещает цангу в исходное положение В данной лабораторной работе в качестве силового привода штока разжимной цанги используется резьбовое соединение М16 х 1.5 ( рис. 2 ). Условие неподвижности детали на оправке определяется уравнением моментов:
Требуемая сила закрепления детали на оправке от одного лепестка цанги из данного уравнения определяется по формуле:
Для создания этой силы от лепестков на деталь при перемещении оправки на конусе необходимо преодолеть силу упругого сопротивления лепестков в пределах радиального зазора между оправкой и отверстием детали.
Сила упругого сопротивления одного лепестка цанговой втулки: Сила тяги на штоке оправки определяется по формуле:
Осевая сила на штоке оправки создаётся в данной работе затяжкой резьбового соединения. Момент затяжки гайки определяется по формуле:
Коэффициент силовой передачи для цанговой разжимной оправки определяется по формуле:
|