| ПОЗНАВАТЕЛЬНОЕ Сила воли ведет к действию, а позитивные действия формируют позитивное отношение Как определить диапазон голоса - ваш вокал Игровые автоматы с быстрым выводом Как самому избавиться от обидчивости Противоречивые взгляды на качества, присущие мужчинам Вкуснейший "Салат из свеклы с чесноком" Натюрморт и его изобразительные возможности Применение, как принимать мумие? Мумие для волос, лица, при переломах, при кровотечении и т.д. Как научиться брать на себя ответственность Зачем нужны границы в отношениях с детьми? Световозвращающие элементы на детской одежде Как победить свой возраст? Восемь уникальных способов, которые помогут достичь долголетия Классификация ожирения по ИМТ (ВОЗ) Глава 3. Завет мужчины с женщиной
Оси и плоскости тела человека - Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д.
| Типовые конструкции базовых деталей компоновок станков 12
Необходимое пространственное расположение инструмента и заготовки под воздействием сил резания, собственного веса узлов обеспечивается несущей системой станка. Несущая система – это совокупность базовых узлов между инструментом и заготовкой. которая и создает компоновку данного станка. Прежде всего, это корпусные детали станков, часть которых приведена на рис. 6 (станины, основания, стойки, корпуса шпиндельных бабок и т.п.), а также столы, каретки, салазки, ползуны, планшайбы и др. Станины станков.Станины – это основной элемент несущей системы станка, определяющий положение его рабочих органов. Конструкции станин различаются в зависимости от особенностей конструкции станка. Станины изготавливают по большей части литьем из серого чугуна (СЧ15, СЧ20). В станках, работающих при ударных нагрузках, станины делают сварными из низкоуглеродистых сталей. Пример литой чугунной станины, стола и стойки (вертикальная станина) приведен на рисунке 13. На этих деталях видны направляющие и отлитые заодно с ними ребра жесткости. Такое исполнение базовых деталей позволяет добиваться высокой жесткости при сравнительно небольших толщинах стенок.
Рис.13 Основные типы корпусных (базовых) деталей станков Направляющие станин предназначены для установки и на них подвижных и неподвижных базовых узлов станка. Основными и требованиями к направляющим являются обеспечение точности устанавливаемым на них и двигающимся по ним подвижным узлам: столам, кареткам, салазкам и т.п. Станины могут быть горизонтальными (рис.13а) и вертикальными (рис. 13б). Станины имеют направляющие по которым перемещаются подвижные базовые детали (столы, каретки, салазки и др.). На рис 13б показан стол шлифовального станка, которые перемещается по направляющим станины ( рис.13а). Основные требования к станинам: - высокая жесткость как самих станин, так и поверхностей, с которыми контактируют столы ( салазки и другие подвижные детали); - высокая точность изготовления всех ответственных поверхностей (и прежде всего направляющих) для обеспечения требуемой геометрической точности станка. Направляющие станков. Направляющие станин предназначены для установки и на них подвижных и неподвижных базовых узлов станка. Основными и требованиями к направляющим являются обеспечение точности устанавливаемым на них и двигающимся по ним подвижным узлам: столам, кареткам, салазкам и т.п. Точность движения достигается соблюдением точности геометрических параметров направляющих, их твёрдостью и ограничением зазоров в стыках между направляющими подвижных узлов и направляющими станин. В современных станках с ЧПУ применяют направляющие скольжения, качения и комбинированные в зависимости от конструкции и назначения станков. Формы направляющих скольжения показаны на рисунке 14. Наиболее просты в изготовлении прямоугольные направляющие (I, III), треугольные направляющие (II, IV), обеспечивают самоустановку салазок, не требуют компенсаторов для регулировки зазоров, однако они более сложны в изготовлении, чем прямоугольные. При высоких скоростях движения рабочих органов применяют охватывающие направляющие (VI), требующие хорошей защиты от попадания в них стружки. Трапецеидальные направляющие (типа “ласточкин хвост”) удобны тем, что воспринимают нагрузку и опрокидывающие моменты в разных направлениях. Иногда (сравнительно редко) применяют круглые направляющие. На рисунке 15 приведены конструкции направляющих качения, которые все шире применяются в станках. Они обеспечивают малый коэффициент трения (примерно μ≈0,005) и точные перемещения при реверсах, равномерное перемещение при низких и высоких скоростях. Это является их преимуществом перед направляющими скольжения. Телами качения в таких направляющих являются шарики или ролики (рис. 15).
Рис. 14. Форма направляющих скольжения: I-VIII – варианты исполнений; 1-салазки; 2-планка; 3-поверхности скольжения; 4-компенсатор Роликовые опоры в виде танкетки изготовляют как унифицированную гамму серий Р-88У и Р-88Ш (рис.15б). Комплект роликовой опоры (танкетки) Р-88 состоит из обойм 1 (2 шт.), роликов диаметром d (36 штук), направляющей 2, крепежных винтов 3 (4 шт.), штифтов 4 (4 шт.), сепараторов 5.
а)
б) Рис. 15. Примеры конструкций направляющих качения а - формы тел качения, б – роликовая опора типа Р88 крепежных винтов 3 (4 шт.), штифтов 4 (4 шт.), сепараторов 5. Суппорты и столы. Подвижные элементы — суппорты, салазки, каретки, столы, стойки предназначены для установки на них механизмов, типа приспособлений, револьверных головок и др. Салазки каретки, столы и т.д. перемещаются по направляющим и оказывают существенное влияние жесткость, виброустойчивость, точность перемещения, и определяют качество изготовления деталей на станке и, следовательно, качество станка в целом. Столы бывают двух типов: прямолинейного и кругового движения. Столы прямолинейного движения предназначены для крепления и перемещения обрабатываемых заготовок по заданным координатам X ,Y,Z. Поверхности столов имеют Т-образные пазы для установки и крепления заготовок и приспособлений. Поворотные столы предназначены для поворота заготовок, их управляемые координаты – А, В и С , т.е. повороты вокруг осей X,Y,Z. Типовая конструкция стола кругового движения показана на рисунке 16. Подвижной элемент — планшайба 1 — поворачивается относительно неподвижного корпуса 2 на торцовых 3 и радиальных 4 направляющих качения. Вращение планшайбе сообщается от электродвигателя 8 через червяк 9 и червячное колесо 10, закрепленное на планшайбе. Угловое положение планшайбы контролируется датчиком обратной связи типа индуктосин, ротор 6 которого закреплен на планшайбе, а статор 5 — в корпусе стола. Точность поворота планшайбы на заданный угол определяется точностью датчика обратной связи. Точность круговых индуктосинов составляет 3—7". После поворота планшайбы на заданный угол выполняется зажим пакета фрикционных дисков 7, что обеспечивает жесткое угловое положение планшайбы относительно корпуса стола. Суппорты станков применяют в токарных станках. Назначение суппорта – перемещать револьверную головку с режущим инструментом во время обработки деталей. Ниже рассмотрены конструктивные особенности двух суппортов токарных станков с ЧПУ.
Рис. 16 Стол кругового движения
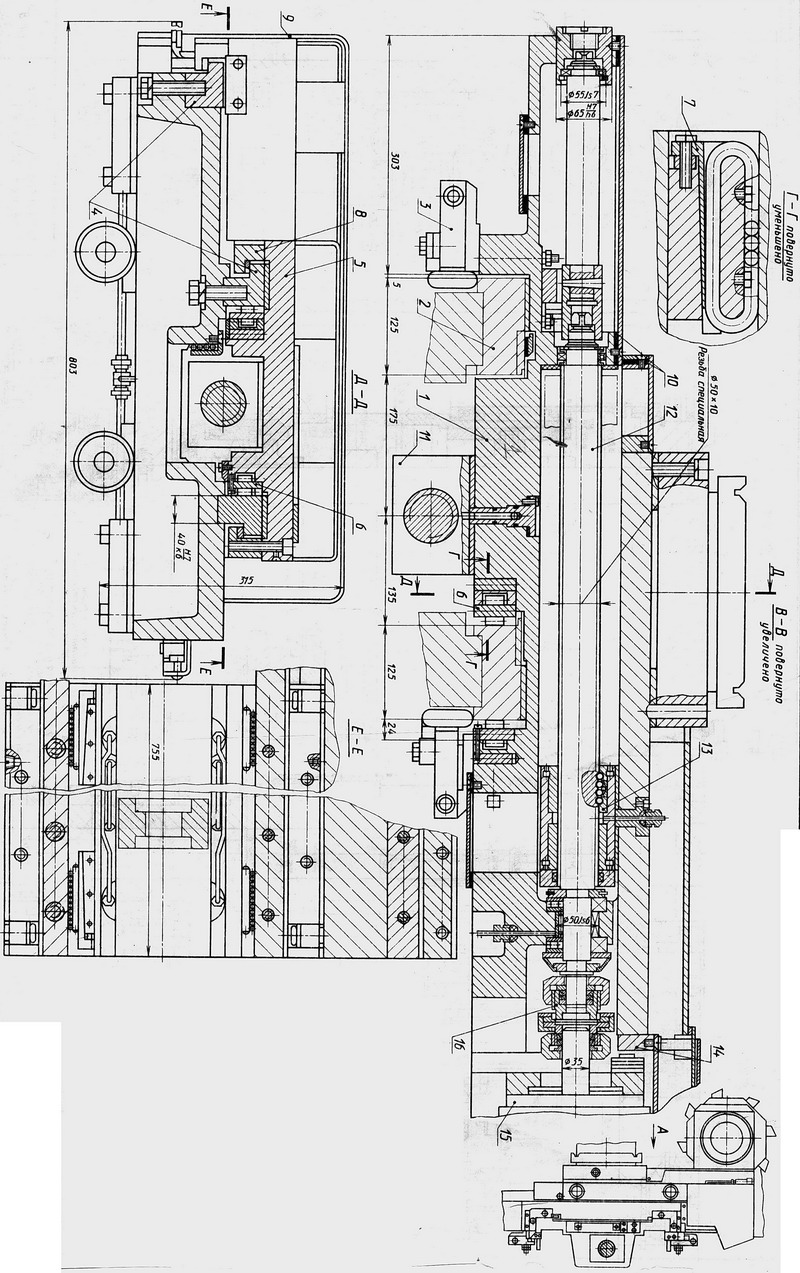
Конструкция каретки станка с механизмами приводов подачи показана на листе 11. Каретка 1 устанавливается на направляющие 2 станины и удерживается относительно них планками 3. На верхней части каретки 1 прикреплены три планки 4 с плоскими горизонтальными направляющими качения, по которым в поперечном направлении перемещается ползушка 5 суппорта. В качестве элементов качения в направляющих используются танкетки 6, две из которых жестко прикреплены к ползушке 5, а две другие установлены на клиньях 7 для возможности регулирования величин натяга. Ползушка 5 относительно направляющих удерживается планками 8. Защита направляющих от попадания стружки и охлаждающей жидкости обеспечивается щитками 9 и уплотнениями 10. Смазка направляющих станины и каретки, а также шариковых винтов осуществляется централизованно от гидростанции через гибкие шланги, дозаторы маслопроводы в корпусе каретки. На нижней плоскости каретки крепится гайка 11 шарикового винта продольной подачи. В расточке каретки на опорах установлен ходовой винт 12 поперечной подачи, гайка 13 которого жестко закреплена на нижней плоскости ползушки 5. Верхняя опора винта содержит два упорных и радиальный игольчатый подшипники, представляющие единый комплект. Предварительный натяг упорных подшипников осуществляется тарельчатой пружиной. Нижняя опора выполнена в виде радиального роликового подшипника, свободно установленного в расточке каретки. К переходному фланцу 14 на верхней стенке каретки крепится высокомоментный электродвигатель 15 поперечной подачи ползушки, который предохранительной муфтой 16 соединен с шариковым винтом 12. На ползушке суппорта станка установлены две револьверные головки: дисковая 8-позиционная с осью, параллельной шпинделю, и 4-гранная с перпендикулярной осью вращения. Обе револьверные головки находятся друг от друга на расстоянии, достаточном для размещения заготовки с наибольшим диаметром.
Рис. 18. Суппортная группа токарного станка с ЧПУ модели 1П756ДФ4
12 |