| ПОЗНАВАТЕЛЬНОЕ
| Позначення граничних відхилень форми 12
І розташування поверхонь
Дійсні поверхні деталі, утворені механічною обробкою, мають відхилення від теоретичної (заданої кресленням) форми, а також відхилення від взаємного розташування поверхонь даної деталі. Граничні відхилення форми і розташування поверхонь вказують на кресленнях умовними позначеннями.
Таблиця 4.3. Умовні позначення допусків форми і розташування поверхонь
Рисунок 4.5. Розміри позначень граничних відхилень форми і розташування поверхонь
Умовне позначення граничного відхилення форми чи розташування поверхонь вписують у прямокутну рамку. Рамка для позначення відхилення форми складається з двох частин (рис. 4.6а), а для відхилення розташування поверхонь – з трьох частин (рис.4.6 б). До першої частини рамки в обох випадках заносять знак відхилення, до другої – числове значення відхилення в міліметрах. Третя частина рамки призначена для буквеного позначення бази чи поверхні, з якою пов’язаний допуск відхилення. Рамка виконується суцільною тонкою лінією. Висота цифр, букв і знаків, занесених у рамку, повинна відповідати розміру шрифта розмірних чисел на кресленні. Рамку з’єднують з елементом, до якого належить відхилення, суцільною тонкою лінією зі стрілкою на кінці (рис.4.7; рис.4.8).
Базу позначають великою літерою українського алфавіту (А, Б, В ...). Цю літеру вміщують у квадратну рамку, яку з’єднують виносною лінією із зачорненим трикутником і вказують у третій частині рамки (рис. 4.9)
Рис. 4.9 Позначення бази вимірювання відхилення Шорсткість поверхонь
Механічна обробка залишає на поверхні виробу нерівності у вигляді гребінців і западин різної величини та форми (рис.4.10).
Рисунок 4.10. Мікронерівності на поверхні деталі після механічної обробки
Під шорсткістю поверхні (ГОСТ 2789-73) розуміють сукупність нерівностей з відносно малими кроками, виміряну на певній довжині Для кількісної оцінки шорсткості ДСТУ 2409-94 встановлює шість параметрів: Ra , Rz , Rmax , Sm , S, tp . У виробничій практиці та навчальному кресленні користуються головним чином параметрами Ra і Rz. Параметр Ra визначають як середнє арифметичне абсолютних відхилень профілю в межах базової довжини Величини Ra і Rz вибирають з рядів, наведених у стандарті. Для позначення шорсткості краще використовувати параметр Таблиця 4.4.Значення параметрів шорсткості поверхні
Структура позначення шорсткості поверхонь визначена ГОСТ 2.309-73.
ГОСТ 2.309-73 встановлює три умовних знаки для позначення шорсткості поверхні на кресленні:
Висота h знаків має приблизно дорівнювати висоті цифр розмірних чисел, а висота Н = (1,5 ... 5 мм) h. Товщина ліній цих знаків дорівнює половині товщини суцільної основної лінії (S/2). Значення параметра шорсткості вказують у позначенні шорсткості після відповідного символу, наприклад Ra 0,4; Rz 20.
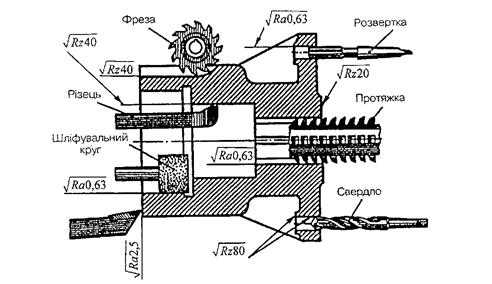
Рисунок 4.11. Шорсткість поверхні сталі при різних методах обробки
При нанесенні позначень шорсткості треба дотримуватись таких правил: 1. Позначення шорсткості поверхонь розміщують на лініях контуру, виносних лініях або поличках ліній-виносок; коли місця мало, дозволяється писати їх на розмірних лініях, їх продовженні або в розриві виносної лінії (рис.4.12).
Рис. 4.12. Розміщення знаків умовного позначення шорсткості поверхні Ри 2. Знак шорсткості, що має поличку, розміщують відносно основного напису так, як показано на рис. 4.13, а, б; знак, що не має полички, — як на рис. 4.13, в. Якщо лінія контуру поверхні розташована у заштрихованих зонах, позначення шорсткості проставляють на поличці лінії-виноски.
а б в Рис. 4.13. Положення знаків позначення шорсткості поверхні 3. Коли всі поверхні виробу мають однакову шорсткість, її позначення проставляють у правому верхньому куті креслення, а на зображеннях ніяких знаків не наносять (рис.4.14). Розміри і товщина ліній знака, винесеного у правий верхній кут, мають бути у 1,5 разу більші за позначення, нанесені на зображенні.
Рис. 4.14. Позначення однакової шорсткості всіх поверхонь деталі
На полі креслення позначають лише ту шорсткість, яка відрізняється від вказаної (рис. 4.15). У цьому випадку розміри знака, що стоїть у дужках, повинні бути такими ж, як і знаків на полі креслення, а розміри і товщину ліній знака однакової шорсткості беруть у 1,5 раза більшими. Позначення розміщують на такій самій відстані від внутрішньої рамки креслення, як і у попередньому випадку (див. рис.4.14).
Рис. 4.15. Позначення однакової шорсткості частини поверхонь деталі
Рис. 4.16. Позначення шорсткості частини поверхонь деталі, які не обробляються за даним кресленням
При нормуванні шорсткості поверхонь конкретні значення параметрів шорсткості призначають таким чином, щоб задовольнити експлуатаційні вимоги, не викликаючи при цьому надмірного подорожчання виготовлення деталі. В табл. 4.5 наведені приклади шорсткості поверхонь, яку можна одержати різними способами механічної обробки. А в табл. 4.6 - експлуатаційні вимоги щодо шорсткості поверхонь залежно від їх функціонального призначення.
Таблиця 4.5 Нормування шорсткості поверхонь залежно від їх обробки
Таблиця 4.6 Нормування шорсткості поверхонь залежно від їх призначення
Від стану поверхні виробу залежать не лише його механічні властивості, але й електричні характеристики. Так, зміна величини шорсткості поверхні розмикаючих і ковзаючих контактів змінює їх електричний опір, а, відповідно, і характеристики виробів, в які вони входять. Високі вимоги ставляться до шорсткості внутрішньої поверхні хвилеводів, поверхонь антен, які проводять струм, й іншої радіолокаційної апаратури. Шорсткість поверхонь, які проводять струм, більшості виробів електро- і радіоапаратури призначається в межах Rа = 0.006...0,2 мкм. Шорсткість поверхонь виробів з пластмас визначається станом поверхонь прес-форм (Rа =0.08...0.32).
12 |







 , яку називають базовою.
, яку називають базовою. .
.









 4. Якщо шорсткість однакова лише для частини поверхонь деталі, то в правому верхньому куті креслення розміщують позначення однакової шорсткості і знак у дужках - «решта».
4. Якщо шорсткість однакова лише для частини поверхонь деталі, то в правому верхньому куті креслення розміщують позначення однакової шорсткості і знак у дужках - «решта».

 5. Якщо частина поверхонь виробу за даним кресленням не обробляється, в правому верхньому куті креслення перед позначенням наносять знак (рис. 7 (рис.4.16).
5. Якщо частина поверхонь виробу за даним кресленням не обробляється, в правому верхньому куті креслення перед позначенням наносять знак (рис. 7 (рис.4.16).